Introduction to Medical Device Packaging
Medical device packaging should never be an afterthought. It's your first line of defense against regulatory nightmares, product failures, and recalls that destroy reputations overnight.
It protects patient safety in ways that go far beyond keeping products clean during shipping. When healthcare providers open your package, they need to trust that everything inside meets the highest safety standards. The healthcare industry has extremely low tolerance for packaging failures - the stakes are too high.
With the regulatory landscape getting more complex, companies that understand these requirements and build solid packaging systems gain a significant competitive advantage. Early packaging decisions can make or break regulatory success, and companies that invest in the right systems upfront avoid costly compliance issues down the line.
Essential Medical Device Packaging Requirements
Medical device manufacturers who try to figure out packaging requirements on their own often face unexpected challenges later in development. The documentation requirements alone can overwhelm teams that haven't planned ahead.
Packaging needs differ by device class, with complexity and timelines scaling accordingly:
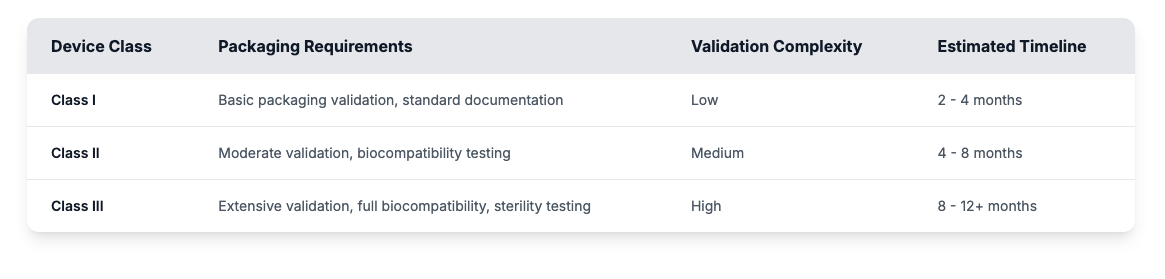
Key regulatory standards like ISO 11607 for packaging and regional requirements such as FDA 21 CFR Part 820 or EU MDR compliance will drive your validation approach and determine which testing protocols you'll need to follow.
Material selection controls everything else in your packaging system. If you select materials that aren't compatible with your sterilization process, you'll find out during validation testing when changes become much more expensive. For sterile medical devices, your materials need to withstand the chosen sterilization method - whether gamma radiation, ethylene oxide, or steam - without degrading or releasing harmful compounds.
Installation qualification, operational qualification, and performance qualification (IQ, OQ, PQ) are more than checkboxes, they're proof that your packaging processes actually work when regulators come asking questions. Rushing validation often leads to costly rework when auditors find gaps.
The smart approach involves documented evidence at every stage. You need to prove your equipment works correctly, your processes produce consistent results, and your packaging system maintains product integrity across multiple locations and under real-world conditions.
Medical Device Labeling Standards
Package labeling requirements have legal weight that regulators take seriously during inspections. UDI systems create end-to-end accountability, from manufacturing to post-market surveillance.

FDA and EU MDR labeling rules rarely align, creating challenges for global distribution. Clear systems help teams stay compliant across regions. Many manufacturers serving international markets design flexible labeling systems that accommodate different regulatory requirements without requiring completely different packaging approaches for each market.
Sterile Barrier Systems: The Foundation of Medical Packaging
Sterile barrier systems represent the most critical decision you'll make in medical device packaging. These systems ensure devices maintain sterility throughout their entire shelf life, which directly impacts patient safety and your regulatory compliance.
Your barriers need to maintain appropriate required sterility standards while allowing healthcare providers to access devices safely without contamination. This balance between protection and usability drives most design decisions in medical packaging.
Primary packaging creates your immediate defense against contamination. Material selection here focuses on barrier properties, compatibility with sterilization processes, and how well materials perform after months of storage. Secondary packaging provides additional protection during distribution while supporting the integrity of your primary barriers.
Maintaining sterility throughout the product lifecycle requires understanding real-world conditions. Temperature changes, humidity fluctuations, and handling stresses all challenge your barriers during storage and distribution.
Package Integrity and Seal Strength Requirements
Package integrity testing helps successful medical device companies avoid costly recalls and regulatory issues. Visual inspection catches obvious problems, but advanced testing methods detect subtle failures like seal leaks that could compromise sterility over time. Dye penetration, bubble emission, and vacuum decay testing provide quantitative measures of seal effectiveness and help identify potential failure modes before they reach patients.
Seal strength depends on both material and sterilization methods. For example, heat-sealed pouches perform differently than adhesive trays post-sterilization. Knowing what to expect helps you build a more resilient package by designing testing protocols that account for how sterilization affects seal performance over your entire shelf life.
Common integrity failures usually trace back to process control issues: contamination on sealing surfaces, incorrect temperature settings, or inconsistent timing. Continuous monitoring and statistical process control prevent these problems more effectively than reactive testing.
Raw Materials Selection for Medical Device Packaging
Packaging materials compatibility goes deeper than basic chemical resistance testing. Medical devices spend months in direct contact with materials, creating opportunities for harmful chemical compounds to migrate and potentially cause problems.
Materials that touch sterile devices must meet strict safety standards. When teams plan for this early, they avoid last-minute surprises and move forward with more confidence. Medical-grade papers allow gas sterilization; flexible packaging films offer puncture resistance; molded trays protect complex instruments. Start with your device’s needs, then select materials with proven safety and performance behind them.
Material qualification covers several performance areas: how well materials handle sterilization, how they age over time, seal strength, and barrier effectiveness. The specific tests you need depend on your application, but expect the qualification process to take several months. Experienced manufacturers lock in their material choices early to avoid timeline delays.
Advanced Technologies in Medical Device Packaging
Innovation in medical packaging focuses on solving real problems that have frustrated manufacturers for years. Forming films designed specifically for hard medical products eliminate custom tooling requirements while providing superior device protection. Die cut techniques improve material precision and reduce waste in packaging manufacturing.
Cast extrusion technology improvements have generally delivered better material consistency and reduced costs for high-volume applications. Multi-layer constructions allow manufacturers to combine different polymers to optimize barrier properties, puncture resistance, and sealing characteristics in single materials.
Smart packaging technologies deliver real digital capabilities to medical packaging. RFID tags enable real-time inventory tracking and authentication, while temperature indicators confirm cold-chain maintenance during shipping. These tools provide the supply chain transparency that the market demands without complicating your existing processes.
Standards and Practices: ISO 11607 Compliance
ISO 11607-1 establishes the foundation for compliant device packaging through specific requirements for materials and sterile barrier systems. Understanding these requirements early prevents costly redesign efforts later in your development process.
ISO 11607-2 focuses on validation requirements for forming, sealing, and assembly processes. This standard requires documented evidence to demonstrate compliance and prove that your processes consistently produce packages meeting specifications. Your validation approach must account for variations in your manufacturing process and establish meaningful control limits.
Packaging validation strategies differ depending on your team's size and product complexity. Whichever route you choose, clear documentation makes your process more defensible and less stressful. Smaller manufacturers often benefit from partnerships with packaging specialists who bring established validation protocols and regulatory expertise. Larger companies typically develop internal capabilities but may still use external testing laboratories for specialized evaluations. The key is choosing an approach that fits your resources while ensuring you meet all validation requirements consistently.
Distribution and Transportation Considerations
ISTA standards provide practical frameworks for package performance testing that simulate actual distribution challenges. These tests evaluate how your systems respond to vibration, compression, and impact forces during shipping.
Transportation stress testing reveals failure modes that laboratory tests often miss, since packages passing static testing may fail under dynamic loading conditions. Vibration testing particularly challenges seal integrity and device protection for delicate medical devices shipped over long distances.
Real-world distribution involves multiple handlers, temperature shifts, and vibration, so your testing should reflect these conditions. Simulating these scenarios early reduces surprises later and helps protect your product every step of the way.
Sustainability in Medical Device Packaging
Environmental considerations increasingly influence medical packaging decisions, but sterility requirements limit sustainable material options. Bio-based polymers with medical-grade certifications and reduced packaging designs offer promising alternatives while maintaining required performance and safety standards.
Specialized Packaging Solutions for Medical Devices
Medical device packaging often requires specialized solutions beyond standard approaches. Syringe and vaccine packaging presents unique challenges related to cold-chain maintenance and tamper-evident features, requiring systems that protect glass components while allowing visual inspection of contents. Drug-device combinations require dual-chamber solutions that keep components separate until someone activates them. The sealing technology has to prevent any cross-contamination while still allowing proper mixing at the right moment. These products fall under both pharmaceutical and device regulations, so manufacturers face dual compliance requirements.
Complex surgical instruments may require custom molded trays that secure multiple components in specific orientations, while electronic medical devices need anti-static protection and moisture barriers beyond typical packaging capabilities. Understanding your specific device requirements early allows you to design packaging that addresses all necessary protections without over-engineering the solution.
Working With Medical Device Packaging Experts
Partnering with packaging experts gives you access to regulatory know-how and proven validation playbooks. If testing, documentation, or shifting standards are slowing you down, the right partner helps you serve customers faster, with fewer roadblocks and more confidence. Early involvement in product development prevents design decisions that create packaging challenges later while often identifying cost-saving opportunities and performance improvements. Their involvement reshapes how packaging supports your entire launch timeline rather than simply filling a gap.
Real Results: Johnson & Johnson's Ethicon division scaled their global labeling quality control and accelerated time to market with the right inspection technology.
Future Trends in Medical Device Packaging
New barrier materials, automated inspection tools, and digital authentication features are raising the bar in medical packaging. Regulators want more post-market surveillance data, which means packaging technologies that can track and collect information throughout a product's life are becoming more valuable.
Conclusion: Ensuring Success in Medical Device Packaging
Effective medical device packaging requires balancing safety and compliance with practical cost considerations. Teams that bring packaging into product development early are better positioned to avoid delays and downstream issues.
Every packaging project should account for the real complexity of validation and regulatory requirements. Companies that rush timelines or underestimate costs often see their entire project suffer, well beyond just missing their market entry date. Manufacturers face constant pressure from new materials, evolving inspection tools, and regulatory updates. It's a lot to manage on your own, which is why successful companies build the right expertise and partnerships. The regulatory challenges that overwhelm some manufacturers become the competitive edge for others who have proper support.