
Wanneer een steriel medisch apparaat in een operatie faalt, omdat de verpakking de steriliteit tijdens de scheepvaart niet in stand kon houden, lijdt de patiëntveiligheid eerst. Productrecallen en beschadigde bedrijfsreputatie volgen nauw achter.
Inleiding tot validatie van verpakkingen
Medische verpakkingsvalidatie bewijst dat uw verpakkingssystemen uw apparaat steriliteit beschermen tegen productie door middel van zorg. Uw verpakking dient als een steriel barrière die microbiële bescherming gedurende de hele sterilisatie en distributie behoudt, zodat apparaten jarenlang steriel blijven voordat ze patiënten bereiken.
ISO 11607 biedt het internationale kader voor validatie van deze systemen. Deel 1 stelt eisen voor materialen en steriele barrières die worden gebruikt om medische apparatuur in terminaal gesteriliseerd te verwerken. Deel 2 voorziet in validatievereisten voor het vormen, afschermen en steriele systeem van barrières. Samen zorgen ze ervoor dat verpakkingen steriliteit kunnen bewaren en onder de productieomstandigheden in de echte wereld kunnen presteren. FDA Kwaliteit Systeem Verordening (21 CFR 820) dwingt parallelle eisen door middel van ontwerpcontroles en procesvalidatie mandaten, maak validatie een noodzaak van naleving in plaats van een optionele kwaliteitsmaatregel.
Validatie wordt doorgaans geleid door kwaliteitsborging, maar echt succes hangt af van de coördinatie tussen de verschillende afdelingen. Veel vertragingen zijn het gevolg van verwarring over rollen of lacunes in de verwachtingen. Wanneer ingenieurs, toezichthouders en productiegroepen hun expertise bijdragen in sync, wordt validatie veel efficiënter en betrouwbaarder.
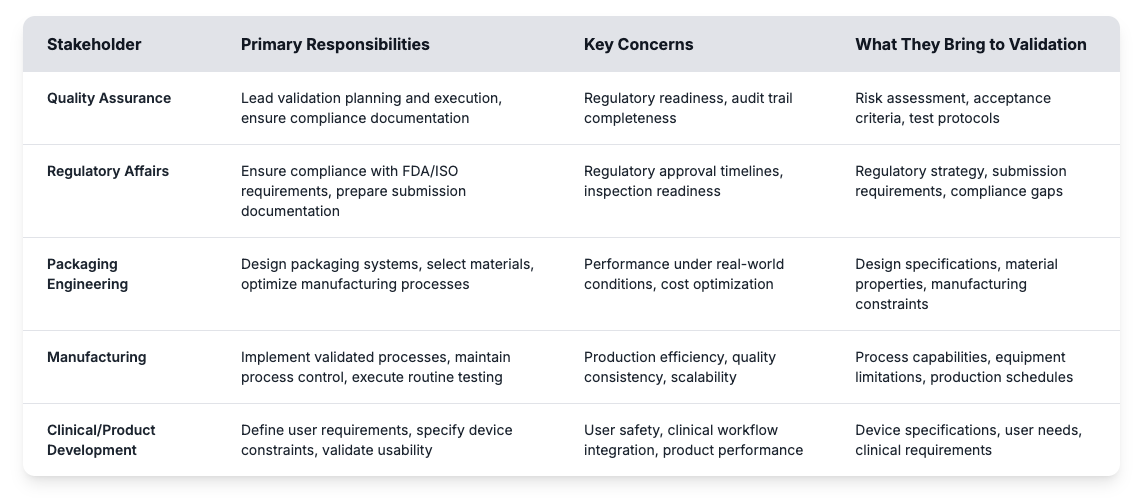
Het op orde krijgen van deze rollen helpt fabrikanten om effectieve validatieprogramma's op te bouwen en voorkomende valkuilen te vermijden. Risicobeoordeling wijst op potentiële mislukkingspunten terwijl goedkeuringscriteria meetbare doelen voor de prestaties van verpakkingen vaststellen. Testprotocollen bepalen hoe validatietest zal aantonen dat steriele barrières gedurende de beoogde houdbaarheid voldoen aan de wettelijke vereisten. Het opbouwen van een succesvol validatieprogramma begint met het begrijpen van deze fundamentele vereisten en het opzetten van duidelijke processen waarbij de input van belanghebbenden wordt gekoppeld aan meetbare resultaten.
Foundationele vereisten voor validatie van de verpakking
Elk succesvol validatieprogramma begint met drie basiselementen van de verpakkingsvalidatie die de regelgevers verwachten:
- Uitgebreide validatieplan: Uw validatieplan verbindt ontwerpbesluiten met nalevingsdocumentatie. Het definieert wie wat doet, bij testen en hoe je resultaten documenteert. Regelgevers kijken naar deze plannen tijdens inspecties om te zien of uw aanpak zinvol is of dat je gewoon vakjes vinkt. Goede plannen omvatten duidelijke protocollen met verantwoordelijkheden en realistische tijdschema's, die mogelijk tot vertragingen leiden.
- Gestructureerde risicobeoordeling: Risicobeoordeling helpt u bronnen te valideren waar ze het meest toe doen. U identificeert scenario's waar verpakkingen de steriliteit of veiligheid van het apparaat in gevaar kunnen brengen - dingen zoals zeehondenfouten tijdens de verzending, Materiaalproblemen met je sterilisatiemethode, of verpakking is te moeilijk voor gebruikers om veilig te openen. Uit deze beoordeling blijkt welke tests kritisch zijn en welke lekkere zijn.
- Wetenschappelijk gemotiveerde acceptatiecriteria: Acceptatiecriteria definiëren hoe "goed genoeg" eruit ziet voor uw verpakkingsprestatie. Ze moeten specifiek en meetbaar zijn en gekoppeld blijven aan de veiligheid van de patiënt in plaats van aan het productiegemak. In plaats van vage criteria als "acceptabele verschijning", stel je doelen in voor de kracht van de zegels, lek tarieven en steriliteit onderhoud die zinvol zijn voor uw specifieke apparaat en gebruiksvoorwaarden.
Zwakke stichtingen maken validatieproblemen die zich vermenigvuldigen als het programma vordert. Teams ontdekken vaak lacunes te laat, wanneer ze moeten worden opgelost door te beginnen met testen die van begin af aan moeten worden meegenomen. Het domino-effect is voorspelbaar: een versnipperde controle leidt tot onvolledig bewijs, waardoor regelgevende vragen ontstaan die goedkeuringen vertragen en de kosten verhogen.
De vier pijlers van validering van de verpakking
ISO 11607 breekt verpakkingsvalidatie in vier pijlers die samenwerken om te bewijzen dat je verpakking het belangrijkst is. In plaats van deze als aparte selectievakjes te behandelen, succesvolle teams begrijpen hoe elke pijler in de volgende pijler wordt gevoed en bouwen veelomvattend bewijs dat verpakking het apparaat steriliteit van het hele apparaatprofiel beschermt.

Je kunt geen consistente verpakkingsprestaties (PQ) bewijzen zonder dat je apparaat betrouwbaar functioneert (OQ). Je kunt de prestaties van de apparatuur niet vertrouwen zonder de juiste installatie (IQ). Materiaalkwalificatie (MQ) loopt naast de validatie van apparatuur om ervoor te zorgen dat alles samenwerkt als een compleet verpakkingssysteem. Wanneer deze correct is uitgevoerd, zorgt deze systematische aanpak ervoor dat het bewijs stap voor stap wordt gevalideerd, waarbij elke pijler de andere versterkt. Wanneer je stappen overslaat, maak je dure problemen:
- Als je IQ overslaat, weet je niet of je uitrusting problemen heeft met je latere testresultaten.
- Zwakke OQ laat je met procesparameters die er goed uitzien in testen, maar onder productiestress vallen.
- Korte materiaalkwalificatie is hoe teams eindigen met verpakkingen die tijdens de scheepvaart niet werken of na verloop van tijd steriliteit verliezen.
Denk aan validatie zoals het bouwen van een huis - je zou niet met het dak beginnen voordat je een stevige basis legt. De vier pijlers werken op dezelfde manier, waarbij elke fase het volgende ondersteunt. Overslaan het voorbereidend werk en u zult veel meer tijd en geld besteden aan het oplossen van problemen die voorkomen hadden kunnen worden met een systematische aanpak vanaf het begin.
Installatie kwaliteit: Uitrusting verificatie en kalibratie
Zonder solide basislijn documentatie, worden problemen met apparatuur en procesfouten onmogelijk om te scheiden tijdens latere validatiefasen. Installatie kwalificatie (IQ) voorkomt dat dit wordt voorkomen door precies te bepalen wat u begint voordat een performance test begint.
De basis leverbaar van IQ is de basisparameter documentatie die het startpunt van je apparaat vastlegt. Je record:
- Bewerkingsbereiken voor kritieke parameters zoals temperatuur, druk, snelheid en tijdsduur
- Standaard instellingen en beheer systeem configuraties
- Milieuomstandigheden in het verpakkingsgebied
- Eigenschappen van de prestaties van apparatuur onder geen belasting
- Preventieve onderhoudsvereisten en schema's die de apparatuur consequent houden
Uitrusting verificatie en kalibratie leggen de basis voor deze basislijnen. Je bevestigt dat alle componenten overeenkomen met de aankoopspecificaties, nutsvoorzieningen voldoen aan de vereisten en veiligheidssystemen correct functioneren. Voor afdichtingsapparatuur documenteert u temperatuur en drukmogelijkheden samen met de specificaties van verwarmingselementen. Controlesystemen worden geverifieerd om te bevestigen dat ze de vereiste parameters kunnen behouden.
Kalibratie breidt de fundering van de IQ uit. Instrumenten die het verpakkingsproces monitoren of beheren - temperatuurcontroleurs, drukmeters, timingsystemen en testinstrumenten - moeten kunnen worden getraceerd volgens nationale normen. Deze records werken voor ankeruitrusting en laten procescontrole zien tijdens validatie en routineproductie.
Die record wordt ook het referentiepunt voor de latere fasen. Als de zegensterkte tijdens prestatiegericht beweegt, kunnen de resultaten worden getraceerd naar uitrustingsvariatie gedocumenteerd in de IQ. Zonder dit niveau van documentatie wordt het moeilijk onderscheid te maken tussen zaken als apparatuur en fouten in de procedure, wat leidt tot kostbare onderzoeken die grondig vooraf hadden kunnen plaatsvinden.
Operationele kwalificatie: Testen van alle opererende rangen
Uw apparatuur kan perfect functioneren onder ideale omstandigheden, maar geeft tegenstrijdige resultaten wanneer de productie rommelig wordt. Operationele kwalificatie (OQ) onthult deze probleemzones voordat ze problemen in de stroomafwaarts veroorzaken. Door de parameters op hun limieten te testen kunnen de teams zien waar het proces vast blijft houden en waar de prestaties afbreken.
Uw doel is het vaststellen van procesparameters die productieteams dagelijks zullen gebruiken - de besturingslimieten met normale ingestelde punten en acceptabele variatiebereikken. Je zult reeksen vinden waar uitrusting op consistente wijze betrouwbare resultaten produceert, met optimale instellingen die de beste prestaties en veiligheidsmarges geven die problemen voorkomen. Functie voor het testen van apparatuur betekent systematisch variëren van één parameter terwijl het anderen constant houdt, en vervolgens het controleren van pakket kwaliteit uitvoeringen. Testen op de randen helpt te bepalen waar de prestaties beginnen af te breken. Dit wordt je veiligheidsmarge voor routineproductie.
OQ records moeten verder gaan dan een opsomming van wat de apparatuur kan doen. Zij moeten ook de voorwaarden vastleggen die de resultaten consistent houden. Een hoge luchtvochtigheid kan bijvoorbeeld leiden tot afdichting, temperatuurwijzigingen kunnen leiden tot drift in kritieke parameters en apparaten in de buurt kunnen trillingen introduceren die de precisie verkleinen.
Deze test parametercombinaties van vangsten die problemen in de productie zouden veroorzaken voordat ze daadwerkelijk aan het licht komen. Uw uitrusting kan bij bepaalde instellingen werken, maar geeft inconsistente resultaten die hoofdpijn stroomafwaarts veroorzaken. OQ identificeert deze probleemzones zodat productieteams duidelijk kunnen zijn, met de reeksen die je hier vastlegt wordt het fundament voor trainings- en verwerkingsalarmen die de productie soepel laten verlopen.
Prestatie kwaliteit: Aanbewijs van Consistent Verpakking Prestatie
Prestatie (PQ) toont aan dat je volledige verpakkingsproces consequent pakketten produceert die voldoen aan alle acceptatiecriteria onder echte productievoorwaarden. Hier is waar validatie niet meer in staat is om betrouwbaarheid te bewijzen.
De realiteit is dat je verpakkingsproces moet werken als alles niet perfect is. De uitrustingsinstellingen lopen een beetje uiteen, de operators wisselen tussen shifts, en de kwaliteit van het materiaal is verschillend. De omstandigheden in het milieu fluctueren de hele dag. PQ testen toont aan dat uw proces nog steeds acceptabele pakketten produceert ondanks deze normale variaties. Meest beproefde scenario's gaan verder door uw gevalideerde proces tot realistische grenzen te stellen. Stresstests moeten rekening houden met de realiteit van de productie, niet alleen met ideale omstandigheden. Dat kan betekenen dat de lijnsnelheid maximaal moet zijn, terwijl de exploitanten de deadlines proberen te halen. werken onder verminderde milieucontroles als HVAC-systemen niet goed presteren of de kwaliteit testen aan het einde van een verschuiving wanneer vermoeidheid de resultaten kan beïnvloeden.
Het uitvoeren van validatie-tests onder werkelijke productieomstandigheden betekent het gebruik van dezelfde materialen, uitrustingsinstellingen en milieuomstandigheden waar productieteams dagelijks mee te maken hebben. Het vangen van natuurlijke procesvariatie in de loop van de tijd, exploitanten, materiaaleenheden en apparatuur is meer van belang dan testen onder kunstmatig gecontroleerde omstandigheden die niet de werkelijkheid vertegenwoordigen. De statistische planning bepaalt de hoeveelheid testen die nodig is om consistent te zijn. Een goed ontworpen bemonsteringsplan bestrijkt meerdere runnen en operatoren, zodat de resultaten de werkelijke procesbekwaamheid weerspiegelen in plaats van het kansen. Dat bewijs drijft vervolgens het proces van toezicht op en houdt de gevalideerde prestaties tijdens de dagelijkse productie.
Materialen en ontwerp kwaliteit: Compatibiliteit en bescherming garanderen
Materiaal kwalificatie (MQ) toont aan dat apparaatverpakkingsmaterialen op de volledige levenscyclus van het apparaat kunnen werken. Voor terminaal gesteriliseerde medische apparaten betekent dit het selecteren van de primaire verpakking die bestand is tegen de gekozen sterilisatiemethode en blijft de steriliteit tijdens de distributie en opslag beschermen. De validatie van het verpakkingssysteem bevestigt vervolgens dat materialen, ontwerp en verzegeling samen als een steriele barrière functioneren gedurende het beoogde leven van het apparaat.
Bij het selecteren van materialen, moeten teams drie factoren evalueren:
- De sterilization methode die zal worden gebruikt
- De opslagomgeving waar het pakket bestand tegen moet zijn
- De gebruikersvereisten voor veilig openen en toegang tot het apparaat
Elke sterilisatie methode biedt unieke uitdagingen. Ethylene oxide sterilisatie heeft meestal materialen nodig die chemische afbraak tegengaan en tegelijkertijd gaspenetratie en evacuatie toelaten voor effectieve sterilisatie en vliegtuig. Gamma sterilisatie stelt verpakkingen bloot aan straling die de kracht en flexibiliteit kunnen verzwakken. Steam sterilization combineert hoge temperatuur met vochtigheid die de eigenschappen van de barrière in gevaar brengt. Als deze risico's niet vroeg worden aangepakt, kan de steriele barrière in het echte gebruik falen, waardoor zowel de naleving als de veiligheid van patiënten in gevaar worden gebracht.
Materiaal compatibiliteit test beoordeelt hoe de verpakkingen omgaan met onderdelen van het apparaat over de hele planeet, maar het moet ook de praktische bruikbaarheid aanpakken. Materialen moeten ook hun eigendommen voor microbiële barrières behouden om ervoor te zorgen dat steriele barrières de contaminanten gedurende het beoogde houdbare leven blijven blokkeren. Tegelijkertijd piekkracht moet sterk genoeg zijn om tijdens de distributie de zeehondenintegriteit te behouden, maar zorgverleners moeten zachtjes genoeg kunnen openen zonder te tranen. Je zult versnelde vergrijzingsstudies uitvoeren die jarenlange opslag simuleren in weken, in combinatie met real time aging onder werkelijke opslagomstandigheden om uw voorspellingen te bevestigen.
Materiaal Testprotocollen:
| Type test | Sleutel beoordelingen | Doel |
|---|---|---|
| Fysieke | Zeehondensterkte, exploderende test voor drukweerstand, kleurstof test voor lekkere detectie | Mechanische integriteit |
| Chemisch | Extractietafels, leachaben, restabants | Materiaal veiligheid |
| Biologisch | Sterk onderhoud, biocompatibiliteit | Patiënt veiligheid |
Initiële testprotocollen helpen basismateriaal prestaties te maken voordat de volledige validatie is gestart. Focus op het ontwerpen van testprotocollen die materialen benadrukken, in plaats van te voldoen aan willekeurige testspecificaties die niet overeenkomen met de werkelijke prestatievereisten. Openingskenmerken moeten ruimte maken voor schone, gecontroleerde toegang die geen afbreuk doet aan steriliteit of schilderende deeltjes in het steriele veld, dit betekent dat uw test moet simuleren aan daadwerkelijke omstandigheden voor klinisch gebruik in plaats van ideale laboratoriumomgevingen.
Distributie en overdracht testen: Simuleren Real-World Shipping
De verpakking moet bestand zijn tegen de volledige reis van de fabrieksvloer naar de slaapkant van de patiënt. Distributietests maken de stress van verzending en afhandeling opnieuw uit, zodat teams kunnen bevestigen dat steriele barrières intact blijven en functioneren in de gehele aanbodketen.
ASTM D4169 en ISTA-protocollen schetsen hoe distributieomgevingen te simuleren, maar je moet ze aanpassen aan je huidige verzendvoorwaarden. In plaats van geïsoleerde controles moet de test de volledige rit weerspiegelen: een pakket kan worden laten vallen, geratted door transporttrillingen of verpletterd onder magazijnlading. Oriëntatieverschuivingen, herhaalde behandeling en veranderende klimaatomstandigheden vormen daarbij een test voor de kracht van de steriele barrière. Het in elkaar zetten van deze stress geeft een beter beeld van de manier waarop verpakkingen in de echte wereld worden verdeeld.
Pakketten worden door verschillende controles uitgevoerd na distributie testen. Visuele inspectie zoekt naar oppervlakteschade, terwijl krachtmeting bevestigt dat sluitingen intact blijven. Meer gevoelige methoden, zoals bubbeltests, onthullen microlekken in steriele barrières die bij de ogen niet te zien zijn. De laatste stap is het testen van integriteit, het bewijzen van de microbiële barrière functioneert ook na een gesimuleerde scheepvaart nog steeds - en die resultaten zijn alleen belangrijk als de tests een afspiegeling vormen van de werkelijke scheepsbouwomstandigheden. Pakketten die algemene protocollen passeren maar mislukken in het veld leiden tot terughalen terwijl het beschadigen van bedrijfspensioenen. Het belangrijkste is dat ze de patiënt in gevaar brengen.
Versnelde en Real-Time Aging Studies: Bewegende Shelf Life Claims
Schuilingsclaims staan of vallen op bewijs dat verpakkingen hun steriele barrière in stand houden zolang apparaten op de markt blijven. Versnelde veroudering geeft fabrikanten een vroege weergave van verpakkingsprestaties door het gebruik van verhoogde temperatuur en vochtigheid om jaren van opslag in slechts enkele weken te simuleren. ASTM F1980 (huidige versie) geeft de aanpak weer. maar de echte moeilijkheid is het ontwerpen van omstandigheden die de werkelijke omgevingen weerspiegelen zonder mislukte modi in te voeren die nooit zouden gebeuren in de praktijk. Wanneer deze goed zijn opgezet, leveren deze studies voorlopige gegevens op die aanvankelijke schadeclaims ondersteunen en helpen ze producten vooruit te helpen terwijl er nog langetermijnstudies gaande zijn.
Real-time oudere maakt de afbeelding compleet. Pakketten van definitieve productie worden onder echte omstandigheden opgeslagen en gecontroleerd voor prestaties over maanden of jaren. Dit bewijs toont aan hoe verpakkingen de dagelijkse werkelijkheid van opslag en distributie weerstaan, mits de regelgevers voor de bevestiging ervan verwachten. Teams die beginnen met real-time onderzoeken vroege gegevensgaten te vermijden die goedkeuringen of vernieuwingen later kunnen vertragen.
De meest betrouwbare zelf-levensdeterminaties komen voort uit het combineren van versnelde projecties met real-time bevestiging. Statistische analyse toont wanneer verpakkingseigenschappen onder je doelen komen te vallen en je vertrouwensintervallen krijgt voor houdbare vorderingen. Een zwakke planning kan echter de hele inspanning ondermijnen - het testen van prototypes in plaats van de productie het selecteren van opslagomstandigheden die de werkelijkheid niet weerspiegelen of het onderschatten van steekproeven alle erodeert geloofwaardigheid.
Met de juiste aanpak Ouderlijke onderzoeken tonen aan dat de verpakking de patiënt gedurende zijn hele levensduur zal beschermen en geven fabrikanten en regelgevers het vertrouwen dat claims gedurende langere tijd zullen hebben. Dit bewijs gaat verder dan de wettelijke vereisten om de prestaties in de echte wereld aan te tonen die belangrijk zijn voor de veiligheid van patiënten.
Gebruiksabiliteitsbeoordeling en Human Factors: Gebruiker Interactie valideren
Een verpakkingssysteem kan aan elke technische standaard voldoen en nog steeds mislukken als het niet veilig kan worden geopend in handen van een kliniek. Usabiliteitsvalidatie zorgt ervoor dat steriele barrières systemen niet alleen in het lab voorkomen maar ook op het moment in de echte wereld waarop apparaten worden geopend voor patiëntenzorg. Zowel de FDA als de ISO-11607-koppelingspersoneel zijn direct voor risicobeheer gebruikt, waarbij wordt ingezien dat verpakking die aseptische techniek aantast, in feite een mislukt systeem is.
Een centrale focus is aseptische presentatietest - bewijs dat de steriele barrière veilig kan worden geopend in de praktijk. Sluiting en bijsluitingssystemen moeten een voortijdig falen weerstaan en onder klinische omstandigheden soepel opengaan. De zeehondenintegriteit is essentieel. Pakketten moeten schoon palen zonder tranen en het ontwerp moet deeltjes of puin uit het steriele veld houden. Een frequent probleem is de overengineerde zeehond - sterk genoeg om testdoelen te halen, maar zo moeilijk om te openen dat de aseptische techniek onpraktisch wordt. Gesimuleerd gebruik helpt deze problemen aan te pakken voordat producten de markt bereiken.
In de praktijk gaat het vaak om tests waarbij verpleegkundigen of chirurgische technici onder steriele omstandigheden de pakketten openen, terwijl waarnemers elke technische onderbreking vaststellen. Handschottype telt: nitrile and latex zorgen voor verschillende grip en gevoel. Andere factoren in de echte wereld - zoals OF verlichting, tijdsdruk tijdens procedures, of hoe goed het pakket zelf samenwerkt - heeft ook invloed op het vermogen om steriliteit te handhaven. Zelfs details zoals peel tabs kunnen het verschil maken: eenvoudig te beheren met blote handen, maar bijna onmogelijk met handschoenen. Te hoge zeehondensterkte vormt hetzelfde risico, waardoor arbeiders gedwongen worden hun hele doel van steriele verpakkingen te ondermijnen. Een niet goed geopende zeehond frustreert niet alleen de gebruikers, maar tast direct steriliteit aan op het punt van zorg.
Even belangrijk is het begrijpen van hoe mensen omgaan met het pakket in de praktijk. In bruikbaarheidsstudies worden zorgverleners in de gaten gehouden die onder realistische omstandigheden apparaten openstellen, terwijl er momenten van aarzeling en variatie van de techniek of mogelijk besmettingsrisico worden overwonnen. Deze waarnemingen laten problemen zien die materiaaltests missen, zoals zeehonden die buitensporige kracht of verpakking vereisen die onvoorspelbaar scheuren wanneer gebruikers snelle toegang nodig hebben. Onduidelijke openingskoeken leiden tot verwarring dat de steriele techniek tijdens de eigenlijke procedures in gevaar brengt.
Tot slot moet de validatie rekening houden met trainingsvereisten. Als veilig gebruik afhankelijk is van complexe instructies, stijgt het risico op fouten. Bij het beoordelen van de opleidingsbehoeften in een vroeg stadium wordt bevestigd dat de verpakking intuïtief is voor de beoogde gebruikers. Alle instructies die noodzakelijk zijn voor een veilige afhandeling moeten duidelijk worden gedocumenteerd. Teams die deze intensievere front-up gebruiken, zijn beter geplaatst om kostbare herschikkingen of onverwachte klachten na het opstarten te voorkomen.
Wanneer de bruikbaarheid vanaf het begin wordt ingebouwd in validatie, krijgen fabrikanten meer dan nalevingsbewijs. Ze leveren verpakkingen die werken voor zowel patiënten als zorgverleners, en die regelgevers garanderen dat ze daar waar het het meest van belang is.
Proces Prestatie Kwalificatie: Productie valideren
Zelfs het zorgvuldig ontworpen pakket faalt als het productieproces niet elke keer hetzelfde resultaat kan opleveren. Proces Prestatie Kwalificatie (PPQ) bewijst dat verpakkingen niet alleen succesvol zijn in het laboratorium of tijdens validatieproeven, maar consistent blijven op volledige productieschaal. Dit is het punt waarop zowel de regelgevers als de interne kwaliteitsteams moeten bewijzen dat verpakkingssystemen bestand zijn tegen de productie in de echte wereld.
Een sterke PPQ onderzoekt de hele productiereeks, inclusief assemblageprocessen. Er wordt gekeken naar hoe materialen worden opgeslagen, hoe exploitanten omgaan met onderdelen en of milieucontroles de omstandigheden stabiel houden. Een zwakte in deze gebieden kan de verpakkingsprestaties eroderen, zelfs als de apparatuur wordt aangesloten.
Betrouwbaarheid komt voort uit herhaling. Daarom vereist PPQ meerdere productie om te bewijzen dat het proces consistente resultaten oplevert in verschillende partijen. Teams valideren meestal drie opeenvolgende lots om te laten zien dat de prestaties gelijk zijn met de verschillende productie-runs, hoewel de eisen kunnen variëren op basis van productrisico en regelgevende begeleiding. De voortdurende controle houdt dan vast aan die betrouwbaarheidsgarantie, die pas verwordt tot kwaliteitskwesties.
De betaling gaat veel verder dan de naleving. Een goed uitgevoerde PPQ levert voordelen op die tot ver in de dagelijkse operaties reiken. Het maakt de productie voorspelbaarder en versnelde vrijstellingsbeslissingen. Het belangrijkste is dat de regelgevers vertrouwen krijgen in het feit dat het systeem onder controle is.
Herzieningsvereisten en beheer wijzigen
Verandering is onvermijdelijk in de productie en elke verandering leidt tot de vraag of uw verpakkingssysteem zijn werk nog steeds doet. Herziening heeft aangetoond dat dit wel het geval is, omdat kleine aanpassingen geen grote risico's met zich meebrengen. Regelgevers zien ongecontroleerde veranderingen als een rode vlag en fabrikanten zouden dat ook moeten doen. Algemene triggers zijn:
- Apparatuur updates, zoals nieuwe verzegeling of inspectiesystemen
- Sterilization verandert, of een verschuiving in methode of parameter aanpassingen
- Materiaal wijzigingen, van schakelen van leveranciers naar selecteren van verschillende substrates
- Proceswijzigingen, zelfs kleine wijzigingen die de bedrijfscondities wijzigen
De reikwijdte van hervalidatie is afhankelijk van risico en gedocumenteerde validatievereisten.Elke wijziging van een proces roept de vraag op van steriliteit. Teams kunnen vaststellen dat een kleine aanpassing van invloed is op de integriteit van zeehonden. In andere gevallen moet de compatibiliteit van materiaal opnieuw worden beoordeeld. Soms is het de vraag of de eigendommen van microbale barrières nog steeds zullen worden gehandhaafd. Wat de trigger ook is, de follow-up test levert het bewijs dat de verpakking blijft beschermen zoals bedoeld. Regelmatige beoordelingen worden ook verwacht, aangezien de uitrusting na verloop van tijd draait. Diensten bij leveranciers of geleidelijke ontsporingen kunnen dezelfde gevolgen hebben en elk daarvan moet worden gecontroleerd.
Goede documentatie zorgt ervoor dat regelgevende instanties vertrouwen hebben in de bewijsvoering. Het zou de redenering achter elke test moeten verklaren, niet alleen vastleggen dat er een test heeft plaatsgevonden. Duidelijke records bieden meer dan een papieren spoor. Ze geven regelgevende instanties vertrouwen, helpen teams om de veranderingen proactief te beheren, en het belangrijkste is dat ze laten zien dat verpakkingen patiënten blijven beschermen veel verder dan het eerste valideringsrapport.
Gewone uitdagingen en effectieve oplossingen
Validatie kan om bekende redenen struikelen. Voorbeeld groottes worden vaak onderschat, test in worst-case wordt overgeslagen en documentatiefragmenten totdat het niet meer overeenkomt met wat er is gedaan. Teams besteden ook uren aan het handmatig vergelijken van documenten en aan het achteraf raden of ze elke cruciale verandering hebben ondervonden. Elk van deze misstappen kan zich klein voelen op dit moment. maar samen leiden ze tot kostbaar herwerk en tot regelgevende bevindingen die de geloofwaardigheid schaden lang nadat de audit is beëindigd. De bottleneck handmatige evaluatie is bijzonder problematisch, omdat ervaren kwaliteitsbeoefenaars daardoor in vervelende vergelijkingen worden gedwarsboomd in plaats van hun expertise toe te passen op risicobeoordeling en strategische besluitvorming.
De sterkere aanpak is het opbouwen van validatie als strategische activiteit. Duidelijk de acceptatiecriteria die van begin af aan zijn ingesteld om meningsverschillen in een laat stadium te voorkomen, vooral wanneer kwaliteit, engineering, en regelgevende teams vroeg in het proces uitlijnen. Wanneer validatie de hele ontwikkeling doorloopt in plaats van wordt behandeld als een laatste stap, worden hiaten makkelijker te ontdekken terwijl regelgevende beoordelingen soepeler verlopen.
Doeltreffend werken betekent inspanningen leveren waar ze het meest tellen, niet alleen maar het bijltje erbij neergooien. Risicogebaseerde steekproef concentreert zich op middelen waar een mislukking het meeste toe zou doen. Testplannen kunnen worden ontworpen om meer dan één vereiste tegelijk te dekken, waarbij de ontslagen worden teruggedrongen zonder de striktheid te beperken. Op deze manier worden beste praktijken gebruikt en wordt tijd bespaard bij het versterken van de bewijsbasis, het waarborgen van het vertrouwen van de toezichthouder en blijft patiënten in gebruik beschermen.
Documentatie en regelgevende inzending
Voor regelgevers, als het niet gedocumenteerd is, is het niet gebeurd. Fabrikanten zien dezelfde realiteit: onvolledige registers kunnen de goedkeuring vertragen terwijl ze de resultaten van de inspectie in gang zetten die het vertrouwen in het kwaliteitssysteem aantasten.
Sterke documentatie sluit deze lacunes. Een compleet record laat zien hoe testen zijn gepland en uitgevoerd tijdens het verbinden van resultaten terug naar acceptatiecriteria. Deze documentatie toont de naleving van de regelgeving. Certificaten van validatie en technische bestanden formaliseer vervolgens dit bewijs, bevestig dat verpakkingssystemen aan zowel de ISO 11607 als de FDA verwachtingen voldoen. Meer dan een reeks rapporten zorgt voor effectieve documentatie dat protocollen, gegevens en risicobeoordelingen samengevoegd worden tot een gecontroleerde, voor inspectie afgestemde verhaal van naleving. Wanneer de toezichthouders daarom vragen, moeten de fabrikanten niet alleen laten zien wat getest is, maar ook waarom, hoe, en met welk resultaat.
Hoewel de documentatie niet alleen de regelgevers tevreden stelt; het blijft apparaten op de markt brengen zonder dure onderbrekingen. Wanneer records volledig en gereed zijn voor inspectie, kunnen fabrikanten hun proces met vertrouwen verdedigen en patiënten krijgen verpakkingen die hen beschermen in de hele levenscyclus.
Verpakking systeem succesvol verzekeren
De validatie van verpakkingen bewijst dat steriele barrières de reis van de fabrieksvloer naar het punt van zorg kunnen weerstaan. Door zorgvuldig te plannen en ondersteund door degelijke tests en documentatie, zorgen de fabrikanten er vertrouwen in dat hun verpakking op het terrein zal werken en de regelgevers tevreden zal stellen. Het behandelen van validatie als een lifecyclusverantwoordelijkheid, niet als een eenmalige oefening, voorkomt kostbare mislukkingen en versterkt het vertrouwen van zowel kwalitatief hoogwaardige teams als regelgevers.
Het landschap evolueert. Digitale validatieplatforms en nauwere koppelingen naar risicomanagement hervormen de beste praktijken, terwijl regelgevers zich in de richting van een grotere mondiale afstemming bewegen. Wat niet zal veranderen, is het doel: ervoor zorgen dat verpakkingen steriliteit behouden, zodat zorgverleners op elk apparaat kunnen vertrouwen en patiënten de bescherming krijgen die ze verdienen. Vooruitkijkend zal nauwere integratie van validatie van verpakkingen met validatie van steriliteit de praktijk van de industrie beïnvloeden en ervoor zorgen dat claims van steriliteit worden ondersteund end-to-end.
GlobalVision’s Verify versnelt de validatie van verpakkingen door het automatiseren van document en artwork inspectie, waardoor teams compliance vertrouwen krijgen zonder ze te vertragen.
