
Le scadenze di produzione non aspettano errori di stampa. Quando una stampante di imballaggio ad alto volume ha bisogno di centinaia di migliaia di unità pronte per il venerdì, il metodo di stampa mantiene il ritmo o diventa la strozzatura che blocca la produzione e fa salire i costi. È qui che entra in gioco la stampa flessografica.
Introduzione alla stampa flessografica
La stampa flessografica (spesso chiamata stampa flexo) utilizza immagini rialzate su piastre di rilievo flessibili per trasferire l'inchiostro sui substrati. Le moderne presse flessografiche, siano esse strette, medie o larghe, possono raggiungere velocità di circa 600 metri al minuto, anche se le velocità reali dipendono dal lavoro. Le superfici delle piastre sollevate entrano in contatto con un rullo di misura dell'inchiostro, raccolgono volumi di inchiostro precisi, quindi trasferiscono l'inchiostro direttamente al materiale che si muove attraverso la stampa.
Ciò che rende la flessografia diversa è la sua gamma di materiali. Le pellicole di plastica, la pellicola di alluminio, le schede ondulate e la carta (substrati che danno problemi ad altri metodi di stampa) attraversano le presse flessografiche senza alcun problema. Mentre la stampa digitale eccelle a brevi tirature e la litografia offset offre risultati superiori sulla carta, la flessografia domina gli imballaggi in modo diverso. Gestisce materiali diversi a velocità altri metodi non possono eguagliare mantenendo la qualità in milioni di impressioni.
La stampa flessografica produce la stragrande maggioranza delle etichette che vedete e potenzia grandi volumi di imballaggi flessibili, con applicazioni ondulate che continuano a svolgere un ruolo significativo in molte operazioni. Le aziende farmaceutiche si affidano alla flessografia per gli imballaggi che soddisfa rigorosi requisiti di qualità e coerenza, mentre i marchi di consumo lo utilizzano per mantenere una presentazione affidabile degli scaffali su scala. Mentre la tecnologia delle piastre e la chimica dell'inchiostro continuano a migliorare, la flessografia rimane la spina dorsale di come i prodotti confezionati raggiungono i consumatori.
Storia ed evoluzione della stampa flessografica
La stampa flessografica è iniziata con la stampigliatura in gomma grezza alla fine del 1800, limitata da coloranti di base e qualità incoerente. La svolta è arrivata quando i polimeri sintetici sostituirono la gomma naturale in lastre negli anni '50 e '60, fornire durata che ha fatto milioni di impressione funziona per la prima volta. La tecnologia a rulli Anilox è emersa intorno allo stesso periodo, utilizzando celle incise con precisione per misurare l'inchiostro con sufficiente precisione per una coerente corrispondenza del colore attraverso le fasi di produzione. Questi progressi hanno spostato la flessografia da un'alternativa a buon mercato a un metodo di produzione da cui potrebbe effettivamente dipendere.
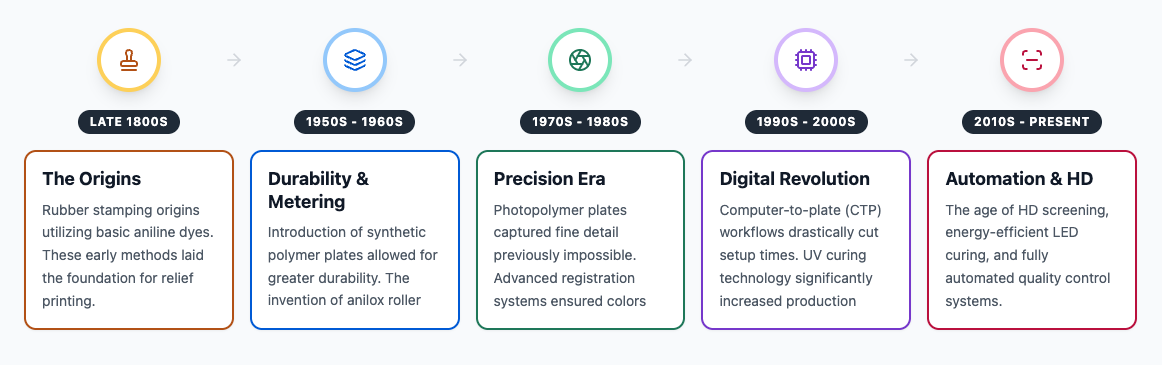
Le piastre di fotopolimero negli anni '70 e '80 cambiarono ciò che la flessografia poteva riprodurre. I marchi di consumo che competono per lo spazio di scaffale hanno bisogno di grafica più nitida delle piastre di gomma potrebbe fornire e le formulazioni di fotopolimero finalmente catturato il dettaglio richiesto. I sistemi di registrazione si sono evoluti per mantenere i colori allineati all'interno dei micrometri mentre le velocità di stampa aumentano. Questi miglioramenti significano ora la qualità del flexo rivale la gravità in alcune applicazioni di imballaggio, anche se gravure rimane il punto di riferimento per il lavoro ad altissima risoluzione o a tono continuo.
Flussi di lavoro computerizzati su piastra a partire dagli anni '90 in avanti tempo di setup tagliato da giorni a ore, che contavano come cicli di lancio del prodotto compresso. L'indurimento UV e LED ha permesso velocità di stampa superiori a 600 metri al minuto, mentre le norme di sicurezza alimentare hanno guidato lo sviluppo di inchiostri a bassa migrazione per imballaggi diretti a contatto con gli alimenti. Lo screening ad alta definizione offre ora una risoluzione che compete con la gravità in molte applicazioni. Le apparecchiature attuali gestiscono substrati e livelli di qualità che avrebbero richiesto molteplici metodi di stampa venti anni fa.
Come Lavora La Stampa Flessografica: Il Processo Di Base
La stampa flessografica trasferisce inchiostro attraverso una serie di cilindri di precisione. L'inchiostro scorre da una fontana d'inchiostro (serbatoio) a un rullo di fontana o rullo di misurazione, che raccoglie l'inchiostro e inizia il trasferimento. Da lì, l'inchiostro si sposta attraverso sistemi di misurazione di precisione ad una piastra di rilievo flessibile che trasporta l'immagine. Le superfici rialzate sulla piastra trasferiscono l'inchiostro direttamente sul substrato che passa tra i cilindri. Ogni componente mantiene costante il trasferimento di inchiostro attraverso milioni di impressioni, rendendo il processo affidabile a velocità di produzione commerciale.
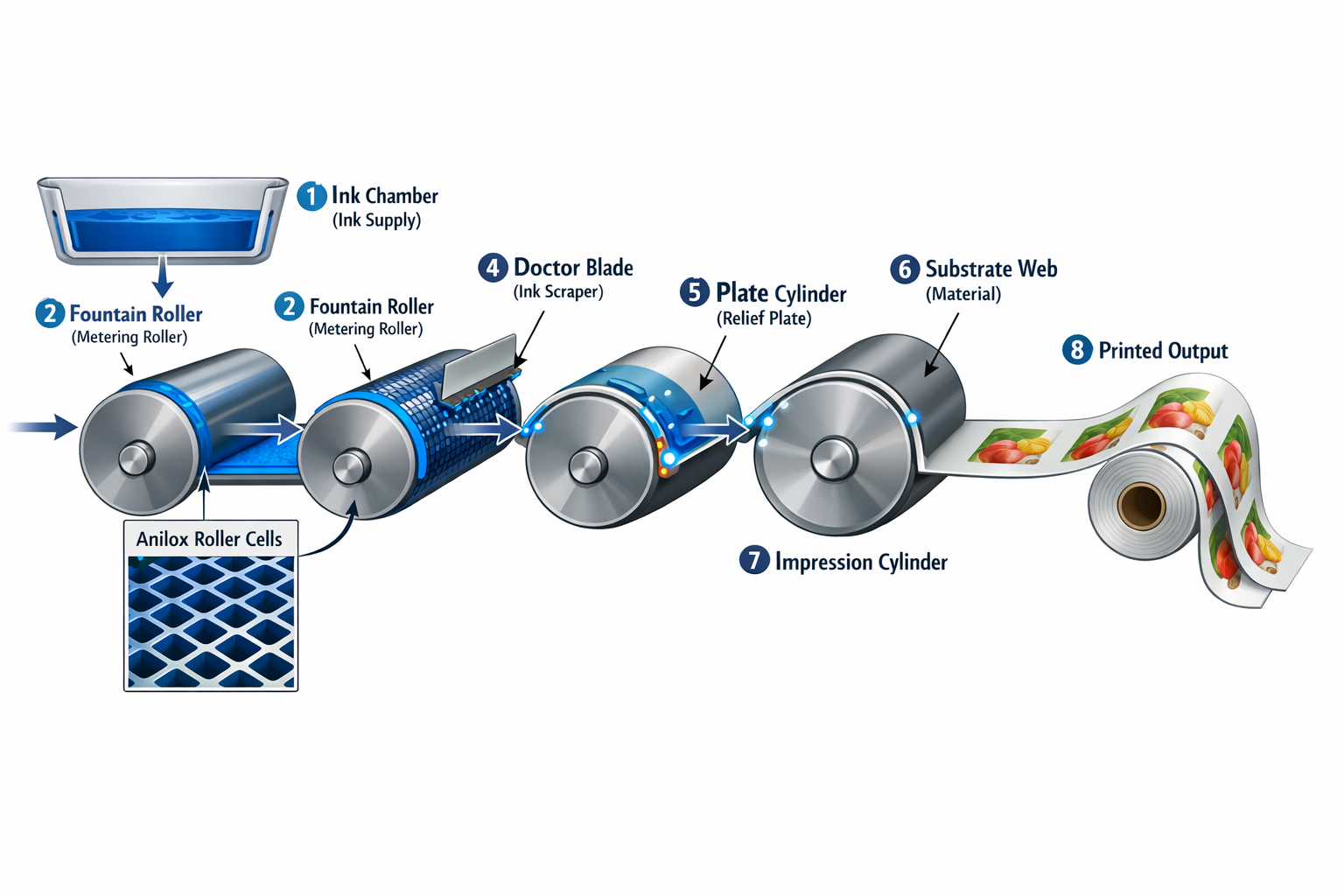
Le stampe moderne ripetono questa sequenza su più stazioni di stampa, ciascuna aggiungendo un colore o un rivestimento diverso. I sistemi di registrazione mantengono ogni colore allineato all'interno dei micrometri, il che conta quando si stampa grafica dettagliata o testo dove il disallineamento mostra immediatamente. I sistemi di essiccazione tra le stazioni utilizzano l'aria calda o la luce UV per curare l'inchiostro prima che si applichi il colore successivo, prevenire lo striscio e consentire la pressione di velocità superiori a 600 metri al minuto.
Il trasferimento coerente dell'inchiostro deriva dal bilanciamento di molteplici fattori. La geometria cellulare del rullo anilox e la durezza della piastra controllano quanto inchiostro raggiunge il substrato e come si diffonde. Le proprietà della superficie substrato influenzano l'adesione e la formazione di punti, mentre la velocità di pressione influisce su come la cura dell'inchiostro tra le stazioni di colore.
Questo metodo di trasferimento diretto gestisce materiali altre tecniche di stampa non può. Cartone ondulato, pellicole flessibili, involucri tessuto-sottili, fogli di plastica rigida, fogli solidi — la piastra flessibile si adatta a ogni superficie, lasciando la stessa maniglia di pressa tutti. La chimica a base d'acqua di Offset limita le opzioni di substrato. I cilindri costosi di Gravure pagano solo a volumi estremamente elevati. La flessografia offre la maggior parte delle esigenze di confezionamento a metà terra: qualità che soddisfa gli standard di marca con la flessibilità di passare da un materiale all'altro senza cambiare attrezzatura.
Componenti essenziali di una stampa flessografica
Le presse moderne gestiscono milioni di impressioni costantemente passando tra substrati e lavori in fretta. Tale affidabilità deriva dal modo in cui questi sistemi funzionano insieme.
| Componente | Funzione Primaria | Specifiche Chiave/Note |
|---|---|---|
| Stazioni Di Stampa | Applicare singoli colori o rivestimenti |
Narrow-web: 4–10 colori Wide-web: fino a 2+ metri di larghezza |
| Cilindro A Piastre | Trasforma la piastra di stampa flessibile | Determina la lunghezza di ripetizione per il processo |
| Rullo Anilox | Metri volumi di inchiostro precisi |
Celle cromate, incise al laser Specifiche in linee/pollice e volume cellulare |
| Cilindro Impressione | Fornisce contropressione per il trasferimento dell'inchiostro | Garantisce un contatto coerente tra piastra e substrato |
| Sistemi Di Inchiostro | Fornisce inchiostro a rullo anilox | Sistemi a camera (chiusi) o a fontana aperta |
| Lama Del Dottore (Opzionale) | Razze in eccesso di inchiostro dalla superficie anilossa | Mantiene lo spessore uniforme della pellicola di inchiostro |
| Gestione Web | Controlla la tensione del substrato e l'allineamento | Ballerini, sensori di registrazione |
| Sistemi Di Essiccazione | Cura inchiostro tra stazioni di colore | Aria calda (inchiostri solventi) o UV/LED (inchiostri UV) |
| Controlli Digitali | Automates setup and quality monitoring | Controllo a colori ad anello chiuso, impressione automatica, ispezione visiva |
Il rullo anilox ha più impatto sulla qualità di stampa di qualsiasi altro componente. Questo cilindro cromato presenta celle finemente incise che misurano volumi di inchiostro esatti sulla piastra di stampa, con capacità di controllo della geometria cellulare dell'inchiostro — quanto trasferimento e spread dell'inchiostro. Specifiche anilox errate creano problemi di qualità durante la produzione, quindi le stampanti dispongono di rulli multipli con diverse configurazioni cellulari.
L'automazione separa le presse di corrente dalle apparecchiature più vecchie. I sistemi precedenti necessitavano di operatori per impostare manualmente la pressione dell'impressione, la registrazione corretta, e abbinare colori per occhio, un processo che ha consumato ore e materiale sprecato durante ogni configurazione. Le presse correnti gestiscono queste regolazioni automaticamente attraverso il monitoraggio a circuito chiuso e controlli basati su sensori, in modo che una volta che ci sono volute ore ora finisca in pochi minuti.
La polimerizzazione UV e LED ha aperto i substrati tradizionali di essiccazione non poteva gestire. I sistemi ad aria calda funzionano per inchiostri a base di solvente su carta e scheda, ma limitano la velocità di stampa e richiedono ventilazione di scarico. La polimerizzazione UV ha cambiato quello indurendo l'inchiostro istantaneamente attraverso l'esposizione alla luce, eliminando il tempo di asciugatura tra i colori e rendendo i film sensibili al calore pratico per la prima volta. I sistemi LED forniscono la stessa cura istantanea con un consumo di energia significativamente inferiore. Il sistema di essiccazione determina quali substrati una pressa può funzionare, quanto velocemente funziona, e quali posti di lavoro hanno senso economico.
Piastre di stampa flessografica: Materiali e Produzione
Le lastre flessografiche sono lontane dai timbri in gomma che hanno dato il via all'industria. Le moderne piastre di fotopolimero catturano il dettaglio fine e durano attraverso milioni di impressioni, con materiale in lamiera che evolve dalla gomma naturale alle formulazioni avanzate di lastre polimeriche che forniscono una riproduzione più nitida. I sistemi computerizzati su piastra utilizzano laser per indurire aree specifiche di materiale fotopolimero, creando superfici rialzate che trasportano l'immagine. Queste piastre di fotopolimero digitali passano dal file di progettazione alla piastra finita in ore invece che in giorni, riproducendo i dettagli più bruscamente rispetto alle versioni in gomma o polimerica e ai cilindri in lamiera metallica che hanno sostituito.
Le piastre sono disponibili in diverse specifiche per i diversi lavori, funzionando come il supporto dell'immagine che determina la riproduzione di stampa. Piastre più spesse, più morbide, funzionano meglio per superfici ruvide come cartone ondulato mentre le lastre più sottili, più dure forniscono dettagli più nitidi su film e carte lisci. I flussi di lavoro digitali danno alle stampanti il controllo di queste caratteristiche in modi che non erano possibili con metodi basati su film. La regolazione delle piastre flessografiche per presse e substrati specifici è una delle ragioni principali per cui la qualità di stampa flessografica è migliorata così tanto negli ultimi dieci anni.
Inchiostri e coloranti nella stampa flessografica
Gli inchiostri di stampa flessografici devono asciugarsi rapidamente aderendo a substrati diversi, abbinando i colori in modo coerente e rispettando gli standard ambientali che sono diventati sempre più severi. Tre famiglie di inchiostri principali coprono la maggior parte delle applicazioni, con ciascuna delle quali funziona meglio per materiali specifici:
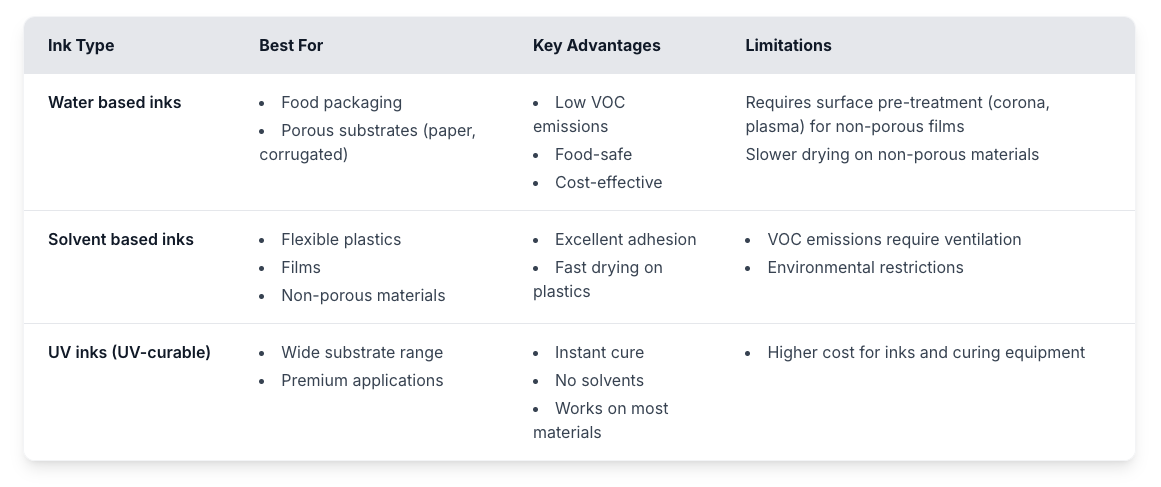
Oltre a questi tre tipi principali, gli inchiostri speciali flessografici come metallici e bianchi opachi gestiscono applicazioni premium. Le stampanti abbinano i colori usando colori spot pre-miscelati per la consistenza del marchio o combinazioni CMYK per gamme di colore più ampie. Gli inchiostri sostenibili basati sulla biomigrazione e a bassa migrazione continuano a sostituire le formulazioni tradizionali, spinte da normative e requisiti dei clienti per imballaggi sostenibili.
Substrati e materiali compatibili
La flessografia gestisce materiali altri metodi di stampa non possono, dai film tessuto-sottili al cartone ondulato pesante. La piastra flessibile è conforme a superfici irregolari, il che spiega perché funziona su tipi di substrati così diversi.
La carta e il cartone ondulato costituiscono gran parte della produzione flessografica, con carta patinata che fornisce le immagini più nitide e il buon funzionamento ondulato perché la piastra si adatta al fluting. Le plastiche flessibili e le pellicole di plastica per il confezionamento alimentare funzionano altrettanto facilmente, accogliendo spessori diversi, sia che si tratti di pane avvolgente, cibi congelati o spuntini.
Le etichette utilizzano costruzioni stratificate, ma la flessografia gestisce queste strutture composite ad alte velocità. I substrati speciali come la lamina di alluminio e la plastica ondulata funzionano anche bene perché la piastra flessibile si adatta dove le superfici di stampa rigide non possono. Questa flessibilità materiale è il motivo per cui le operazioni di stampa dell'imballaggio dipendono dalla flessografia quando hanno bisogno di passare da diversi tipi di substrato.
Operazioni di prepressione e procedure di installazione
Ogni lavoro flessografico di successo inizia molto prima che l'inchiostro tocca il substrato. Le operazioni Prepress e l'accurata configurazione della stampa separano la produzione efficiente da costosi errori e di prova.
1. Preparazione file: La stampa flessografica si comporta in modo diverso da quanto suggeriscono i file digitali. I punti si espandono leggermente durante la stampa, in modo che i progettisti costruiscano compensazioni nelle opere d'arte fin dall'inizio. Le linee sottili e il testo piccolo hanno bisogno di spessore minimo per sopravvivere al processo di lavorazione delle piastre e stampare in modo affidabile. Colori che toccano ottenere lievi sovrapposizioni chiamato intrappolamento, impedendo spazi bianchi se un colore si sposta microscopicamente durante la corsa.
2. Separazione e verifica del colore: La conversione dell'opera d'arte in singole lastre di stampa richiede regolazioni per il comportamento dell'inchiostro sul substrato effettivo. Il software applica curve che compensano la diffusione del punto in base alla stampa e al substrato. Le prove digitali forniscono un'approvazione rapida ma non possono simulare perfettamente le caratteristiche flessografiche. Quando l'accuratezza conta di più, le prove di stampa utilizzando condizioni di produzione reali rispondono definitivamente alle domande.
3. Montaggio e registrazione a piastre: Montaggio di piastre flessibili ai cilindri con nastro adesivo biadesivo richiede attenzione in quanto qualsiasi bolla o rughe creano difetti visibili in uscita stampata. Ogni lavoro di stampa necessita di un montaggio preciso per evitare problemi di qualità. I sistemi di registrazione utilizzano i segni rilevati dalla telecamera per allineare ogni colore, con le moderne apparecchiature che automatizzano la maggior parte delle regolazioni attraverso preset memorizzati. Gli operatori verificano l'allineamento visivamente e apportano correzioni finali.
4. Preparazione inchiostro: I colori spot si mescolano secondo le formule per ogni lavoro di stampa, mentre i colori di processo caricano tipicamente premiscelati dai fornitori. La viscosità influisce sul modo in cui l'inchiostro scorre e si asciuga, quindi gli operatori lo regolano in base al tipo di substrato e alla velocità di pressatura.
5. Premere Setup and Validation: Impostare la pressione di impressione determina quanto saldamente la piastra tocca il substrato durante la stampa. Le moderne presse calcolano i punti di partenza automaticamente, ma gli operatori regolano la pressione fino a quando l'inchiostro si trasferisce completamente senza sovracomprimere la piastra. I primi fogli fuori dalla stampa vengono misurati per densità di colore, controllati per l'accuratezza della registrazione, e ispezionati per difetti. La produzione non funziona a tutta velocità finché questi controlli di convalida non confermeranno la configurazione.
Controllo qualità e risoluzione dei problemi
I difetti di stampa che raggiungono i clienti possono variare da fastidiosi a pericolosi a seconda di ciò che viene stampato. Una data "best by" mal stampata provoca reclami da parte dei clienti. Un'istruzione di dosaggio sbagliata sugli imballaggi farmaceutici può portare a danni per il paziente, azione normativa, e ricorda su più mercati. Catturare rapidamente i problemi significa catturarli prima che diventino disastri costosi.
Problemi comuni di stampa flessografica:
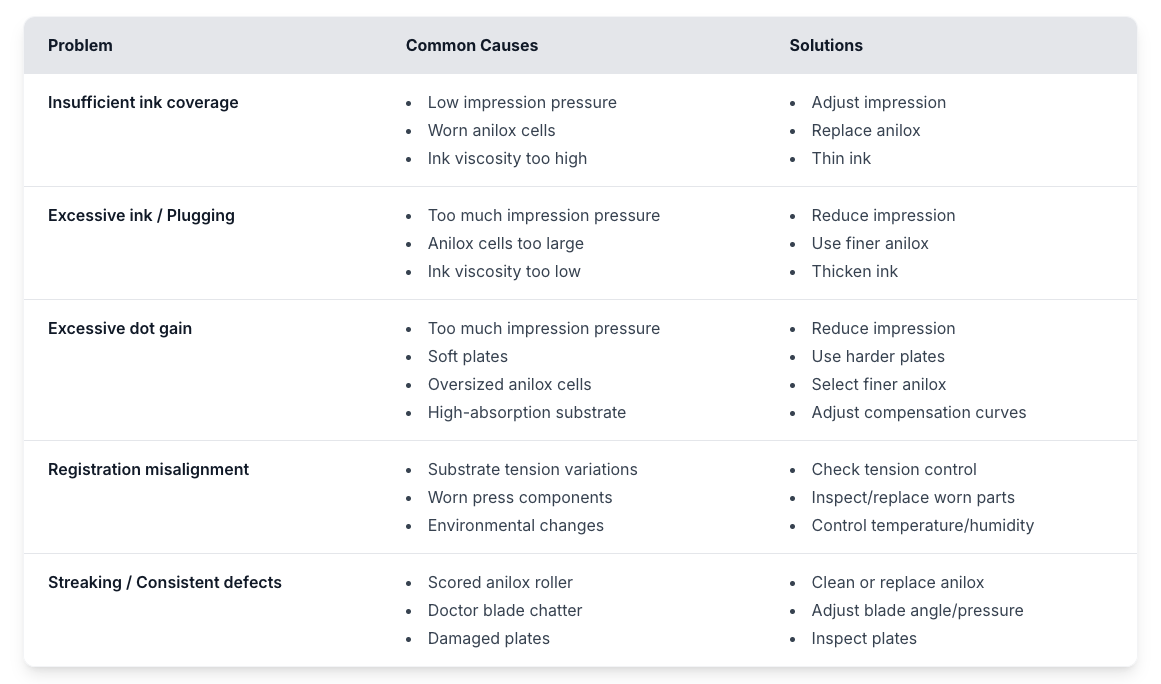
La sfida del controllo di qualità flessografico è che i problemi spesso si manifestano gradualmente piuttosto che improvvisamente. Un rullo anilox non va da perfetto a segnato durante la notte, ma si deteriora lentamente attraverso le fasi di produzione. La registrazione non fallisce completamente, deriva da micrometri fino a quando qualcuno nota i colori non abbastanza allineare. Questi spostamenti graduali li rendono più difficili da catturare attraverso il campionamento periodico, soprattutto quando la velocità di stampa significa migliaia di impressioni accadono tra tiri del campione.
La prevenzione di questi problemi richiede una corrispondenza tra l'intensità delle ispezioni e il livello di rischio. Applicazioni ad alto livello come il confezionamento farmaceutico tipicamente combinano il monitoraggio automatizzato con la verifica umana, creando la domanda di audit normativi della documentazione. Le operazioni commerciali di imballaggio potrebbero dipendere più pesantemente dal campionamento periodico, tirando fogli a intervalli regolari per la revisione manuale. Entrambi gli approcci funzionano meglio quando la manutenzione della stampa rimane coerente. Mantenere le apparecchiature pulite e sostituire componenti usurati sulla programmazione impedisce la maggior parte dei problemi di qualità prima di iniziare, lasciando che gli operatori si concentrino sulla produzione piuttosto che sulla risoluzione dei problemi costanti.
Operazioni post-stampa e finitura
La stampa crea materia prima e la finitura la trasforma in prodotti utilizzabili:
- Il taglio separa le singole etichette da bobine continue
- Forme di tenuta termica stampate in buste e sacchetti
- L'attrezzatura di conversione taglia gli slot, le linee di piegatura dei punteggi e si applica adesivo per creare scatole da fogli ondulati
- Laminazione, rivestimento, goffratura e timbratura a freddo aggiungono proprietà funzionali o decorative oltre la formazione di base
L'ispezione post-stampa rileva difetti che sono sopravvissuti alla stampa, ma rivela anche problemi che si sono sviluppati durante la finitura stessa. Un taglio di etichetta potrebbe atterrare leggermente fuori centro, o la sigillatura termica potrebbe creare distorsioni che rende codici a barre non scansionabili. Questi problemi di fase di finitura problemi di stampa composti difetti. Un problema di registrazione borderline che era accettabile durante la stampa può diventare problematico una volta che il taglio di taglio rimuove il materiale intorno ad esso. Le operazioni in genere ispezionano in più punti durante la finitura piuttosto che aspettare fino alla fine, poiché i problemi di cattura prima riduce i rifiuti.
Progressi tecnologici nella stampa flessografica
La qualità flessografica è migliorata drasticamente negli ultimi dieci anni. Le piastre sono diventate più sottili mentre catturano dettagli più fini, i rulli anilox hanno guadagnato precisione nel trasferimento dell'inchiostro e le tecniche di screening avanzate per riprodurre le immagini più accuratamente. Questi miglioramenti che lavorano insieme permettono alla flessografia di competere per lavori che una volta richiedevano la stampa a gravure. Ampliamento delle possibilità di stampa a gamut di colore esteso utilizzando sette colori di inchiostro invece di quattro, permettendo alle stampanti di abbinare la maggior parte dei colori di marca senza mescolare inchiostri personalizzati o dedicando stazioni di stampa a spot colori.
L'automazione ha cambiato il funzionamento delle presse. I primi sistemi hanno gestito singole attività, ma l'apparecchiatura corrente automatizza intere impostazioni di lavoro con parametri di stampa che salvano e ricaricano automaticamente. I sistemi a colori monitorano e correggono la densità in tempo reale mentre gli operatori gestiscono eccezioni piuttosto che effettuare costanti regolazioni manuali. Le connessioni digitali estendono questa integrazione oltre le singole macchine, spostare i file dalla progettazione attraverso il monitoraggio della produzione e la documentazione di qualità senza i handoff che hanno usato per creare ritardi.
La polimerizzazione UV a LED è diventata pratica quando i prezzi sono diminuiti, fornendo una cura istantanea senza calore che danneggerebbe i film sensibili. Oltre a questi progressi tecnici, si sono registrati miglioramenti di sostenibilità, con materiali rinnovabili che sostituiscono ingredienti a base di petrolio nelle formulazioni di inchiostro, mentre i progetti di stampa hanno ridotto il consumo energetico. Le strategie di riduzione dei rifiuti che una volta sembravano aspirazionali sono diventate prassi operative standard, anche se l'adozione varia a seconda della regione e delle dimensioni dell'operazione. Le applicazioni AI hanno iniziato a comparire nel controllo della qualità e nel monitoraggio delle apparecchiature, anche se la tecnologia rimane nelle prime fasi di adozione.
La ricerca continua sui progressi potenziali. I rulli anilox nano-modellati potrebbero migliorare il trasferimento dell'inchiostro oltre a ciò che l'incisione attuale raggiunge. Il lavoro di sviluppo su piastre più sottili mira a catturare dettagli più fini mantenendo la durata. I sistemi di imaging diretto in esame potrebbero eventualmente eliminare le tradizionali fasi di platemak, anche se permangono problemi pratici di attuazione.
Settori delle applicazioni commerciali e dell'industria
L'imballaggio costituisce la maggior parte della produzione flessografica. Pellicole flessibili avvolgono snack alimentari, verdure congelate e innumerevoli altri prodotti, stampa grafica su strutture multistrato che proteggono il contenuto. Le scatole ondulate stampano a velocità che tengono il passo con le attrezzature di produzione della scatola, con le superfici ruvide di movimentazione della piastra flessibili che causano problemi per altri metodi. L'imballaggio alimentare richiede inchiostri che non migreranno nel contenuto, che il processo flessografico gestisce attraverso materiali approvati e processi convalidati che la stampa digitale non ha ancora catturato.
Le etichette utilizzano materiali sensibili alla pressione con più strati, che gestiscono facilmente la flessografia. Etichette autoadesive e strutture composite simili funzionano ad alta velocità e ospitano la costruzione stratificata, e le presse aggiungono effetti di stagnazione e goffratura in linea per creare etichette premium a velocità di produzione. L'imballaggio farmaceutico ha bisogno di una precisione e documentazione simili, dai blister agli inserti di istruzione. I requisiti normativi richiedono i record di convalida e il monitoraggio della serializzazione che la flessografia fornisce attraverso decenni di prassi consolidata in industrie controllate.
Oltre agli imballaggi e alle etichette, la flessografia gestisce tutto, dai giornali all'elettronica stampata. Ciò che queste applicazioni condividono è la diversità di substrato con cui altri metodi di stampa lottano.
Confronto tra stampa flessografica e metodi alternativi
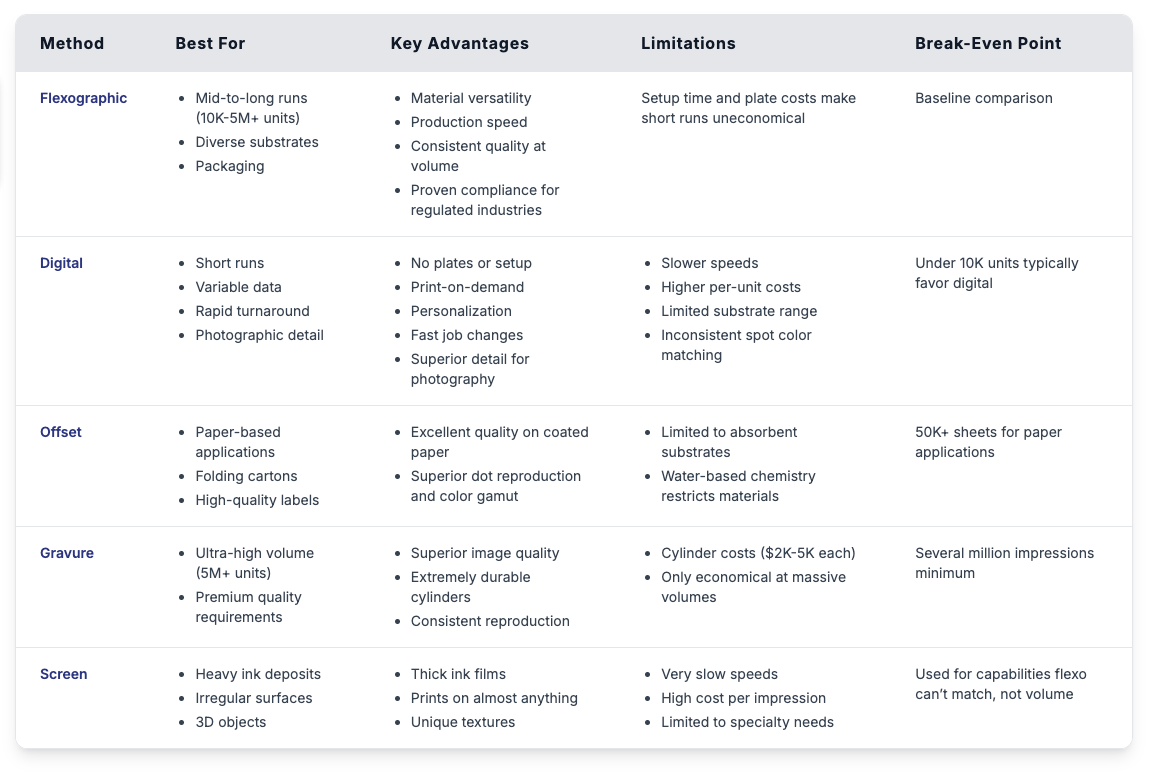
Scegliere il giusto metodo di stampa significa bilanciare i costi rispetto alle esigenze di qualità. Le piastre flessografiche costano più dell'approccio digitale a piastre zero, ma molto meno dei cilindri di gravità. La configurazione richiede ore rispetto ai minuti digitali, ma una volta in esecuzione, le presse flessografiche stampano più velocemente di quanto i sistemi digitali possano abbinare. I film di inchiostro più sottili riducono i costi materiali rispetto ai depositi più pesanti del digitale, e i costi energetici per calo del pezzo stampato con l'aumento della velocità flessografica, mentre il digitale mantiene lo stesso consumo energetico per unità indipendentemente dal volume.
La qualità ha bisogno tanto quanto i costi quando si seleziona un metodo. Offset e gravure offrono risultati superiori per le pubblicazioni che richiedono la riproduzione fotografica, mentre il digitale funziona bene per brevi percorsi dove la rapida svolta conta. La flessografia fornisce una produzione di alta qualità tra questi estremi, soddisfare gli standard di confezionamento a velocità di produzione adattando al tempo stesso l'economia che lavora per corse da decine di migliaia a milioni di materiali stampati. Tipo di sottostrato, livello di qualità, volume di produzione richiesto e calendario di tutti i fattori nella decisione.
Considerazioni ambientali e sostenibilità
I requisiti ambientali determinano sempre di più quali stampanti saranno i principali marchi con cui lavoreranno, rendendo la sostenibilità una necessità commerciale piuttosto che una semplice conformità normativa. Gli audit dei fornitori includono ora le pratiche ambientali accanto a metriche di qualità. Gli inchiostri convalidati a bassa migrazione sono diventati standard per il lavoro farmaceutico, mentre i rivenditori non immagazzineranno prodotti senza materiali certificati sostenibili. Le stampanti che non sono in grado di dimostrare queste capacità perdono l'accesso a conti di grandi dimensioni, indipendentemente da quanto possano essere competitivi i prezzi o la qualità.
Chimica dell’inchiostro
- Gli inchiostri a base d'acqua hanno sostituito solventi per imballaggi alimentari, riducendo drasticamente le emissioni
- Gli inchiostri UV non contengono solventi e guariscono istantaneamente sotto luce
- I sistemi di indurimento a LED utilizzano molta meno energia rispetto ai UV convenzionali
- Ingredienti a base biologica sostituiscono il petrolio nelle formulazioni
- Formulazioni specializzate impediscono all'inchiostro di migrare in alimenti confezionati
Energia e rifiuti
- Sistemi di recupero di calore catturano e riutilizzano calore dalle operazioni di essiccazione
- Un migliore controllo del colore riduce gli sprechi di configurazione
- Le catture di ispezione automatizzate sono difettose precocemente, fermando la cattiva produzione prima che continui
Materiali sostenibili
- Carta forestale sostenibile certificata (FSC, SFI)
- Imballaggio mono-polimero che ricicla più facilmente dei laminati multistrato
- Aumento del contenuto riciclato nei substrati
I minori costi energetici e la riduzione dei rifiuti spesso restituiscono rapidamente gli investimenti e soddisfano le aspettative ambientali che i marchi hanno per i loro partner di stampa.
Selezionare il giusto partner per la stampa flessografica
La scelta di una stampante influisce su come appare la vostra confezione, quando arriva, e su come pagare. Al di là delle capacità tecniche, il rapporto deve effettivamente funzionare quando i problemi emergono o le tempistiche si stringono.
Cerca i partner che chiedono informazioni sul tuo business e catturano in modo proattivo potenziali problemi prima di inviare file. I campioni di produzione dovrebbero provenire da corse reali, pezzi non perfetti creati per le presentazioni. Visitare durante la produzione mostra come le operazioni funzionano realmente contro il loro aspetto quando i visitatori sono attesi, e i clienti attuali possono dirti come la stampante gestisce i problemi e se la comunicazione avviene rapidamente quando le cose vanno male.
Non confrontare i prezzi per unità di prezzo da solo da spese rapide, piastre, configurazione e spedizione tutto fattore in costi totali. I prezzi di volume o gli accordi annuali possono avere senso per i lavori in corso. Il partner giusto spesso costa meno della citazione più economica grazie ad una migliore qualità e ad un minor numero di problemi.
Checklist Di Valutazione Della Stampante:
Capacità Tecniche
Qualità & Conformità
Servizio & Comunicazione
Sostenibilità
Valutazione Del Campione
Riferimenti & Prezzi
Anche con un forte partner di stampa, gli errori possono scivolare sulla stampa. La registrazione può derivare, la grafica può cadere, e i codici a barre a volte non riescono a decodificare in modo pulito. GlobalVision’s Verify Inline monitora ogni lavoro in tempo reale, confrontando ogni acquisizione con il file approvato in modo che i difetti vengono catturati presto, non a valle..
