
Los plazos de producción no esperan errores de impresión. Cuando una impresora de embalaje de alto volumen necesita cientos de miles de unidades listas para el viernes, el método de impresión mantiene el ritmo o se convierte en el cuello de botella que bloquea la producción y aumenta los costes. Ahí es donde entra la impresión flexografia.
Introducción a la impresión Flexográfica
La impresión flexográfica (a menudo llamada impresión de flexo) utiliza imágenes elevadas en placas de alivio flexibles para transferir tinta a sustratos. Las prensas planográficas modernas, ya sean estrechas, medias o anchas, pueden alcanzar velocidades cercanas a 600 metros por minuto, aunque las velocidades reales del mundo dependen del trabajo. Las superficies de placa Raised se ponen en contacto con un rodillo de medición de tinta, recogen volúmenes de tinta precisos y luego transfieren esa tinta directamente al material que se mueve a través de la prensa.
Lo que hace que la flexografía sea diferente es su gama de materiales. Las películas plásticas, la lámina de aluminio, las placas corrugadas y el papel (los sustratos que causan problemas a otros métodos de impresión) atraviesan por prensas flexográficas sin ningún problema. Mientras que la impresión digital sobresale en tiras cortas y la litografía offset ofrece resultados superiores sobre el papel, la flexografía domina el embalaje de manera diferente. Maneja diversos materiales a velocidades que otros métodos no pueden igualar mientras se mantiene la calidad a través de millones de impresiones.
La impresión flexográfica produce la gran mayoría de etiquetas que ves y potencia grandes volúmenes de embalaje flexible, con aplicaciones corrugadas que siguen desempeñando un papel importante en muchas operaciones. Las empresas farmacéuticas confían en la flexografía para embalajes que cumplen con estrictos requisitos de calidad y consistencia. mientras que las marcas de consumo lo utilizan para mantener una presentación confiable de protección a escala. A medida que la tecnología de placas y la química de la tinta siguen mejorando, la flexografía sigue siendo la columna vertebral de cómo llegan los productos envasados a los consumidores.
La historia y la evolución de la impresión Flexográfica
La impresión flexográfica comenzó como un sello de goma crudo a finales del siglo XIX, limitado por tintes básicos y calidad inconsistente. El gran avance se produjo cuando los polímeros sintéticos sustituyeron a la goma natural en las placas durante los años cincuenta y sesenta, Entregar durabilidad que hizo millones de impresiones es práctico por primera vez. La tecnología del roller Anilox surgió alrededor del mismo período, utilizando células grabadas con precisión para medir tinta con la suficiente precisión como para que el color sea consistente a lo largo de las tiradas de producción. Estos avances trasladaron la flexografía de una alternativa barata a una marca de métodos de producción de la que podían depender realmente.
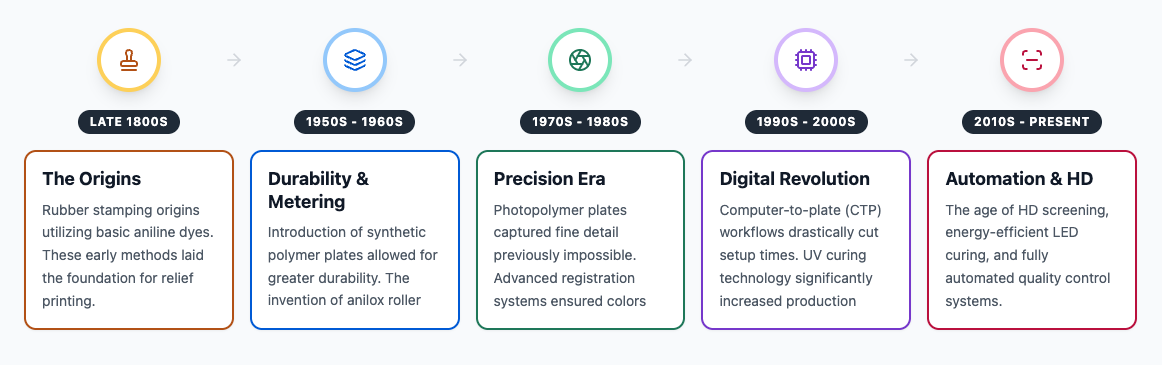
Las planchas fotopolímeras de los años setenta y ochenta cambiaron lo que la flexografía podía reproducir. Las marcas de consumo que compiten por el espacio de protección necesitaban gráficos más nítidos que las placas de goma, y las formulaciones de fotógrafos finalmente capturaron el detalle requerido. Los sistemas de registro evolucionaron para mantener alineados los colores en micrometros mientras aumentaban las velocidades de prensa. Estas mejoras significan que la calidad de flexo ahora rivaliza con la grabación en algunas aplicaciones de embalaje, aunque la grabación sigue siendo la prueba de rendimiento para la resolución ultra alta o el trabajo de tono continuo.
Los flujos de trabajo computadora-a-placa de los años 1990s cortan el tiempo de configuración de días a horas, lo que importaba como ciclos de lanzamiento de producto comprimidos. La curación UV y LED permitió velocidades de prensa más allá de 600 metros por minuto mientras que las regulaciones de seguridad alimentaria impulsaron el desarrollo de tintas de baja migración para el embalaje directo de los alimentos. El cribado de alta definición ahora ofrece resolución que compite con la grabación en muchas aplicaciones. El equipo actual maneja substratos y niveles de calidad que habrían requerido múltiples métodos de impresión hace veinte años.
Cómo funciona la impresión flexográfica: El proceso básico
La impresión Flexográfica transfiere tinta a través de una serie de cilindros de precisión. La tinta fluye de una fuente de tinta (embalse) a un rollo o rollo de medición de la fuente, que toma tinta y comienza la transferencia. A partir de ahí, la tinta se desplaza a través de sistemas de medición de precisión a una placa de relieve flexible que transporta la imagen. Las superficies elevadas de la placa transfieren la tinta directamente para sustraer el paso entre cilindros. Cada componente mantiene una constante transferencia de tinta a través de millones de impresiones, haciendo que el proceso sea fiable a velocidades de producción comerciales.
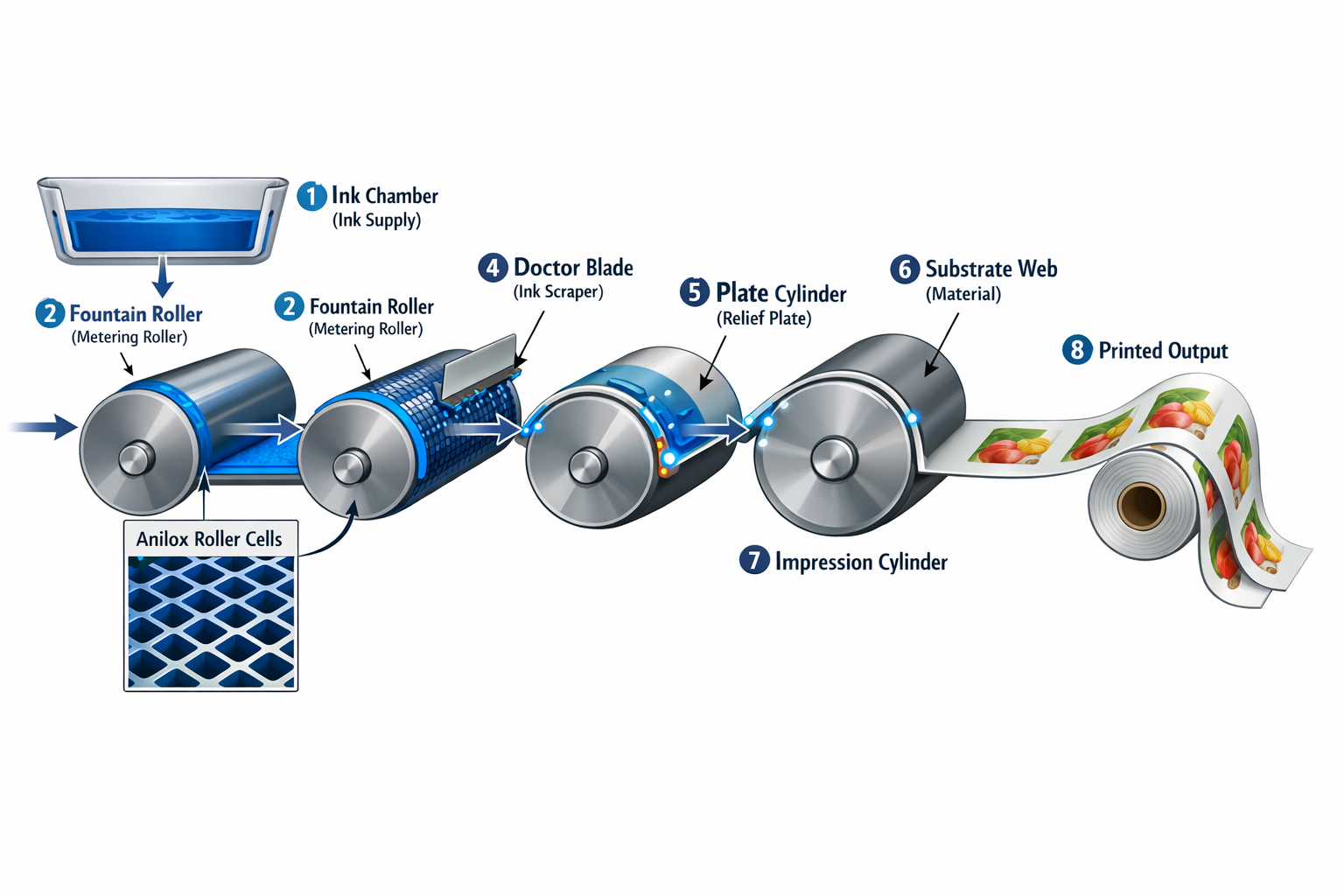
Las prensas modernas repiten esta secuencia a través de múltiples estaciones de impresión, cada una añadiendo un color o recubrimiento diferente. Los sistemas de registro mantienen alineado cada color dentro de los micrometros, lo que importa al imprimir gráficos detallados o texto donde el mal alineamiento se muestra inmediatamente. Los sistemas de secado entre estaciones utilizan aire caliente o luz UV para curar tinta antes de que se aplique el siguiente color, evitando la difuminación y permitiendo velocidades de prensa superiores a 600 metros por minuto.
La transferencia consistente de tinta proviene del equilibrio de múltiples factores. La geometría y dureza de la placa anilox del rodillo aniloxo controlan la cantidad de tinta que llega al sustrato y cómo se difunde. Las propiedades de superficie de sustrato afectan la formación de la adherencia y de los puntos, mientras que la velocidad de pulsación afecta cómo curas de tinta entre las estaciones de color.
Este método de transferencia directa maneja materiales que otras técnicas de impresión no pueden. Tabla corrugada, filmes flexibles, envolturas finas, hojas de plástico rígidas, hojas sólidas — la placa flexible se adapta a cada superficie, permitiendo que la misma prensa las maneje todas. La química basada en el agua de Ofset restringe las opciones de sustrato. Los caros cilindros de Gravure sólo valen a volúmenes extremadamente altos. La flexografía proporciona la mayoría de las necesidades de embalaje en tierra media: calidad que cumple con los estándares de la marca con la flexibilidad de cambiar entre materiales sin cambiar de equipo.
Componentes esenciales de una Prensa Flexográfica
Las prensas modernas manejan millones de impresiones consistentemente mientras cambian entre substratos y trabajos rápidamente. Esa fiabilidad proviene de la forma en que estos sistemas funcionan juntos.
| Componente | Función primaria | Especificaciones/Notas clave |
|---|---|---|
| Estaciones de impresión | Aplicar colores o recubrimientos individuales |
Web-estrecha: 4–10 colores Ancho: hasta 2+ metros de ancho |
| Cilindro de placas | Lleva la placa de impresión flexible | Determina la longitud de repetición para el trabajo |
| Roller Anilox | Medidores precisos volúmenes de tinta |
Células grabadas con láser chapadas en cromo Específicas en líneas/pulgadas y volumen de celdas |
| Cilindro de Impresión | Proporciona contrapresión para la transferencia de tinta | Asegura un contacto consistente entre placa y sustrato |
| Sistemas de tinta | Entrega tinta a un roller anilox | Sistemas de cámara (cerrados) o sistemas de fuente abierta |
| Hoja de Doctor (opcional) | Raza el exceso de tinta de la superficie anilocuente | Mantiene el grosor uniforme de la película de tinta |
| Manejo web | Controla la tensión y alineación de sustrato | Bailarines, desvientos impulsados por servos, sensores de registro |
| Sistemas de secado | Cura tinta entre estaciones de color | Aire caliente (tintas solventes) o UV/LED (tintas UV) |
| Controles digitales | Automatiza la configuración y el monitoreo de calidad | Control de color de bucle cerrado, impresión automatizada, inspección de visión |
El roller anilox tiene más impacto en la calidad de impresión que cualquier otro componente. Este cilindro cromado presenta células finamente grabadas que meten volúmenes de tinta exactos sobre la placa de impresión, con geometría celular que controla la capacidad de la tinta — cuánta transferencia y propagación de tinta. Las especificaciones anilox incorrectas crean problemas de calidad a lo largo de la producción, por lo que las impresoras almacenan múltiples rodillos con diferentes configuraciones celulares.
La automatización separa las prensas actuales de los equipos antiguos. Los sistemas anteriores necesitaban operadores para establecer manualmente presión de impresión, registro correcto, y hacer coincidir los colores con los ojos, un proceso que consumió horas y desperdició material durante cada instalación. Las pulsaciones actuales manejan estos ajustes automáticamente a través de la monitorización de bucle cerrado y los controles basados en sensores, por lo que la configuración que una vez tomó horas ahora termina en minutos.
La curación UV y LED abren sustratos tradicionales no podían manejar. Los sistemas de aire caliente funcionan para tintas solventes, basadas en papel y bordo, pero limitan la velocidad de la prensa y requieren la transmisión de los gases de escape. El curado UV cambió eso endureciendo la tinta instantáneamente a través de la exposición de la luz, eliminando el tiempo de secado entre colores y haciendo que las películas sensibles al calor sean prácticas por primera vez. Los sistemas LED proporcionan la misma cura instantánea con un consumo de energía significativamente menor. El sistema de secado determina qué sustratos puede correr una prensa, qué tan rápido funciona y qué empleos tienen sentido desde el punto de vista económico.
Placas de impresión flexográficas: materiales y producción
Las placas flexográficas han recorrido un largo camino desde los sellos de goma que iniciaron la industria. Las placas modernas del fotógrafo capturan un buen detalle y duran a través de millones de impresiones, con materiales de placa evolucionando desde la goma natural hasta las formulaciones avanzadas de placas de polímero que proporcionan una reproducción más nítida. Los sistemas de computador a placa utilizan láser para endurecer áreas específicas de material fotográfico, creando superficies elevadas que transportan la imagen. Estas placas digitales del fotógrafo van desde el archivo de diseño a la placa acabada en horas en lugar de días, reproduciendo el detalle de forma más clara que las versiones de las placas de caucho o polímero y de los cilindros de placa de metal que reemplazaron.
Las placas vienen en diferentes especificaciones para diferentes trabajos, funcionando como el portador de imágenes que determina la reproducción de impresión. Las placas más gruesas y blandas funcionan mejor para superficies rugosas como la placa corrugada, mientras que las placas más finas proporcionan un detalle más nítido en películas y papeles lisos. Los flujos de trabajo digitales dan a las impresoras control sobre estas características de maneras que no eran posibles con métodos basados en películas. Ajustar las placas flexo para prensas y substratos específicos es una de las principales razones por las que la calidad de impresión isográfica ha mejorado tanto en la última década.
Tintas y colorantes en Impresión Flexográfica
Las tintas de impresión flexográfica necesitan secarse rápidamente mientras adhieren a diversos sustratos, combinando colores consistentemente y cumpliendo con los estándares ambientales que se han vuelto cada vez más estrictos. Tres familias principales de tinta cubren la mayoría de las aplicaciones, cada una trabaja mejor para materiales específicos:
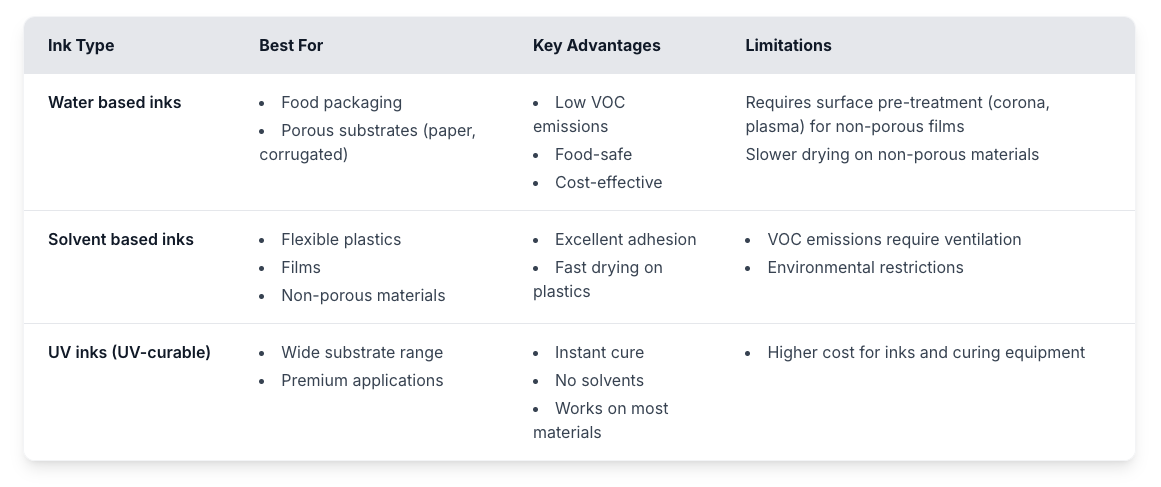
Más allá de estos tres tipos principales, las tintas flexográficas de especialidad como metálicas y blancos opacos manejan aplicaciones de primera calidad. Las impresoras coinciden con los colores usando colores premezclados para la consistencia de la marca o combinaciones CMYK para rangos de colores más amplios. Las tintas sostenibles de base biológica y baja migración siguen reemplazando las formulaciones tradicionales, impulsadas por regulaciones y requisitos de los clientes para el embalaje sostenible.
Substratos y materiales compatibles
La flexografía maneja materiales que otros métodos de impresión no pueden, desde láminas finas de tissue a placa corrugada pesada. La placa flexible se ajusta a superficies desiguales, lo que explica por qué funciona a través de tipos tan diversos de sustratos.
El papel y la tabla corrugada constituyen una gran parte de la producción fletográfica. con papeles recubiertos que proporcionan las imágenes más nítidas y el funcionamiento corrugado bien porque la placa se adapta al flujo. Los plásticos flexibles y las películas de plástico para el embalaje de alimentos funcionan igual de fácilmente, teniendo en cuenta diferentes espesores ya sean el pan, los alimentos congelados o las pausas.
Las etiquetas utilizan construcciones en capas, pero la flexografía administra estas estructuras compuestas a altas velocidades. Los substratos de especialidad como la lámina de aluminio y el plástico corrugado también funcionan bien porque la placa flexible se adapta donde no se pueden imprimir superficies rígidas. Esta flexibilidad material es la razón por la cual las operaciones de impresión de embalajes dependen de la flexografía cuando necesitan cambiar entre diferentes tipos de sustratos.
Presione las Operaciones y Procedimientos de Configuración
Cada trabajo flexográfico exitoso comienza mucho antes de que la tinta toque el sustrato. Prepresione operaciones y la cuidadosa configuración de prensa separan la producción eficiente de la costosa prueba y el error.
1. Preparación de archivos: La impresión flexográfica se comporta de forma diferente a la que sugieren los archivos digitales. Los puntos se expanden ligeramente durante la impresión, por lo que los diseñadores incorporan la compensación al diseño desde el principio. Las líneas finas y el texto pequeño necesitan un espesor mínimo para sobrevivir al proceso de fabricación de placas e imprimir de forma fiable. Los colores que tocan se superponen leves llamadas trampas, previniendo brechas blancas si un color se desplaza microscópicamente durante la ejecución.
2. Separación y prueba de colores: convertir el diseño en placas de impresión individuales requiere ajustes para cómo se comporta la tinta en el sustrato real. El software aplica curvas que compensan la dispersión de puntos basada en la prensa y el sustrato. Las pruebas digitales proporcionan una rápida aprobación, pero no pueden simular perfectamente las características flexografías. Cuando más importa la exactitud, las pruebas de prensa que utilizan condiciones de producción reales responden a las preguntas definitivamente.
3. Placas de montaje y registro: Montar placas flexibles a cilindros con cinta adhesiva de dos caras requiere cuidado, ya que cualquier burbuja o llave crea defectos visibles en la salida impresa. Cada trabajo impreso necesita un montaje preciso para evitar problemas de calidad. Los sistemas de registro utilizan marcas detectadas por cámaras para alinear cada color, con equipos modernos que automatizan la mayoría de los ajustes a través de presets almacenados. Los operadores verifican la alineación visualmente y hacen correcciones finales.
4. Preparación de tinta: Los colores punta se mezclan de acuerdo a las fórmulas para cada trabajo de impresión, mientras que los colores de proceso normalmente cargan prepago de los proveedores. La viscosidad afecta cómo fluye y seca la tinta, por lo que los operadores la ajustan en función del tipo de sustrato y la velocidad de prensa.
5. Configuración y validación: Establecer presión de impresión determina con qué firmeza la placa se pone en contacto con el sustrato durante la impresión. Las prensas modernas calculan los puntos de inicio automáticamente, pero los operadores ajustan la presión hasta que la tinta se transfiera completamente sin sobreprimir la placa. Las primeras hojas de la prensa se miden para determinar la densidad del color, se comprueba la precisión del registro y se espera que haya defectos. La producción no se ejecuta a toda velocidad hasta que estas comprobaciones de validación confirmen la configuración.
Control de calidad y resolución de problemas
Los defectos de impresión que llegan a los clientes pueden ir desde molestos a peligrosos dependiendo de lo que se imprima. Una mala impresión "mejor por" fecha causa quejas al cliente. Una instrucción de dosis equivocada sobre los envases farmacéuticos puede provocar daños al paciente, una acción reguladora y recuerda que abarca múltiples mercados. Capturar los problemas con antelación significa capturarlos antes de que se conviertan en caros desastres.
Problemas comunes de impresión isográfica:
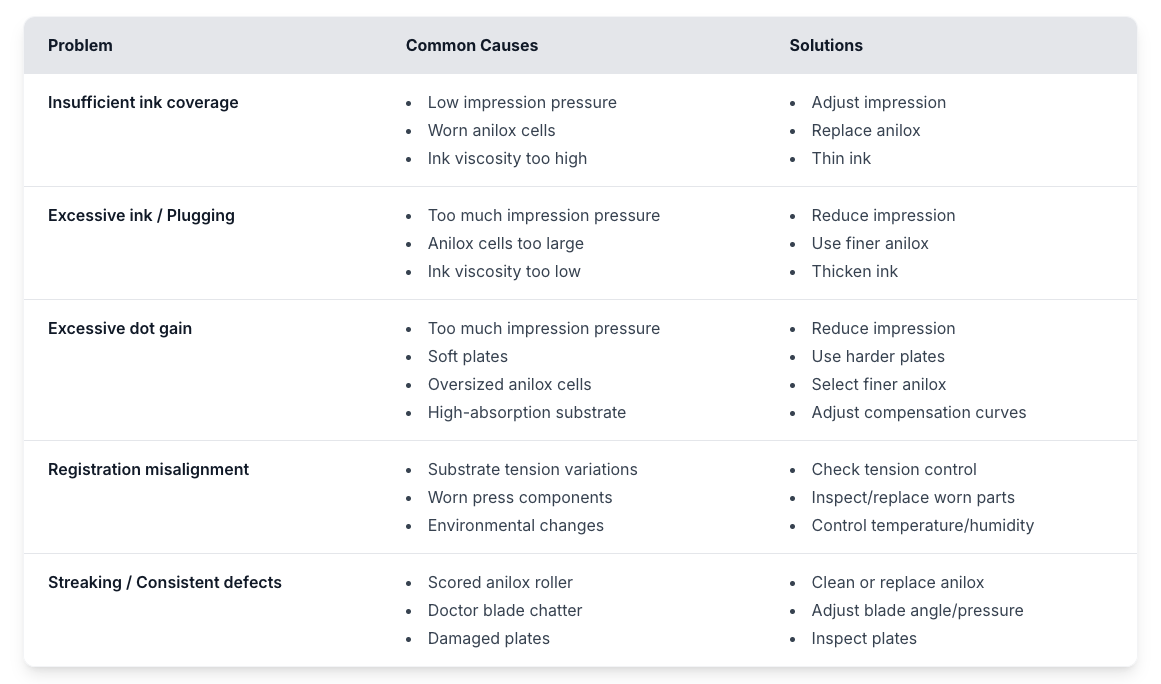
El reto que plantea el control de la calidad de la flexión es que los problemas suelen aparecer gradualmente y no repentinamente. Un roller anilox no pasa de un día perfecto a un día de la noche, pero se disuelve lentamente a través de las carreras de producción. El registro no falla completamente, se desvía por micrometros hasta que alguien se dé cuenta de que los colores no se alientan. Estos cambios graduales hacen que sean más difíciles de captar a través de muestreo periódico, especialmente cuando las velocidades de prensa significan miles de impresiones entre tiros de muestra.
Para prevenir estos problemas es necesario combinar la intensidad de la inspección con el nivel de riesgo. Las aplicaciones de alto riesgo como el envase farmacéutico típicamente combinan el monitoreo automatizado con la verificación humana, creando la demanda de auditorías regulatorias de documentación. Las operaciones comerciales de embalaje podrían depender más del muestreo periódico, tirando hojas en intervalos regulares para su revisión manual. Cualquiera de las dos aproximaciones funciona mejor cuando el mantenimiento de prensa se mantiene consistente. Mantener limpio el equipo y reemplazar los componentes desgastados en el horario previene la mayoría de los problemas de calidad antes de que comiencen, permitiendo que los operadores se centren en la producción y no en la solución constante de problemas.
Operaciones y acabados post-prensa
La impresión crea materia prima, y el acabado lo convierte en productos utilizables:
- Cortadura separa las etiquetas individuales de las redes continuas
- Formas de sellado de calor impresas en bolsas y bolsas
- El equipo de conversión corta ranuras, marca líneas plegables y aplica adhesivo para crear cajas a partir de hojas corrugadas
- Laminación, recubrimiento, gofrado y sellado en frío agregan propiedades funcionales o decorativas más allá de la formación básica
Las capturas posteriores a la inspección de la prensa, desvirtúan, que sobrevivieron a la impresión, pero también revelan problemas que se desarrollaron durante el acabado. Una etiqueta de corte a muerte podría aterrizar ligeramente fuera del centro, o sellar el calor podría crear una distorsión que hace que los códigos de barras no se puedan escanear. Estos acabados emiten defectos de impresión compuestos. Un problema de registro en línea fronteriza que fue aceptable durante la impresión puede resultar problemático una vez que el cortar la muerte elimina el material que lo rodea. Las operaciones normalmente inspeccionan varios puntos a lo largo de la finalización en lugar de esperar hasta el final, ya que capturar problemas antes reduce los desechos.
Avances tecnológicos en Impresión Flexográfica
La calidad flexográfica ha mejorado espectacularmente en la última década. Las placas se volvieron más finas al capturar detalles más finos, los rodillos anilox obtuvieron precisión en la transferencia de tinta y las técnicas de cribado avanzadas para reproducir imágenes con mayor precisión. Estas mejoras que trabajan juntas permiten que la flexografía compita por trabajos que una vez requerían impresión por grabación. Ampliadas posibilidades de impresión de gamut de color usando siete colores de tinta en lugar de cuatro, dejar que las impresoras coincidan con la mayoría de colores de marca sin mezclar tintas personalizadas o dedicar estaciones de prensa para detectar colores.
La automatización cambió la forma en que se ejecutan las presiones. Los primeros sistemas manejaban tareas únicas, pero los equipos actuales automatizan configuraciones completas de trabajo con parámetros de pulsación que guardan y recargan automáticamente. Los sistemas de color monitorean y corrigen la densidad en tiempo real, mientras que los operadores manejan excepciones en lugar de realizar ajustes manuales constantes. Las conexiones digitales extienden esta integración más allá de las máquinas individuales, mover archivos desde el diseño a través del seguimiento de producción y la documentación de calidad sin los handoffs que solían crear retrasos.
El curado LED UV se volvió práctico a medida que bajaban los precios, proporcionando una cura instantánea sin calor que dañaría las películas sensibles. Junto a estos avances técnicos se produjeron mejoras de sostenibilidad, en las que los materiales renovables sustituían los ingredientes a base de petróleo en las formulaciones de tinta, mientras que los diseños de prensa reducían el consumo de energía. reducción de residuos estrategias que una vez parecía aspiracional se convirtieron en práctica operativa estándar, aunque la adopción varía según el tamaño de región y operación. Las aplicaciones de IA comenzaron a aparecer en inspecciones de calidad y monitoreo de equipos, aunque la tecnología sigue en fase de adopción temprana.
La investigación continúa sobre los avances potenciales. Los rodillos aniloces pateados por nano podrían mejorar la transferencia de tinta más allá de lo que consigue el engranaje actual. El trabajo de desarrollo en placas más finas apunta a capturar detalles más finos mientras se mantiene la durabilidad. Los sistemas de imagen directa que se están investigando podrían eliminar eventualmente las medidas tradicionales de plateamiento, aunque siguen existiendo desafíos prácticos para su implementación.
Aplicaciones comerciales y sectores de la industria
El embalaje es la mayor parte de la producción de flexografía. Las películas flexibles envuelven alimentos para chorros, verduras congeladas e innumerables otros productos, imprimiendo gráficos en estructuras multicapa que protegen los contenidos. Las cajas corrugadas imprimen a velocidades que se ajustan a los equipos de boxeo, con el manejo flexible de placas de superficies rugosas que causan problemas a otros métodos. El embalaje de alimentos requiere tintas que no migrarán al contenido, que el proceso isográfico maneja a través de materiales aprobados y procesos validados que la impresión digital aún no ha alcanzado.
Las etiquetas utilizan materiales sensibles a la presión con múltiples capas, que la flexografía maneja fácilmente. Las etiquetas autoadhesivas y estructuras compuestas similares funcionan a altas velocidades mientras se aloja la construcción en capas, y prensas añaden efectos de enfoishing y gofrado en línea para crear etiquetas de calidad a velocidades de producción. El embalaje fiduciario necesita una precisión y documentación similares, desde paquetes blister hasta inserciones de instrucciones. Los requisitos regulatorios exigen registros de validación y seguimiento de serialización que la flexografía entrega a través de décadas de práctica establecida en industrias controladas.
Más allá del embalaje y las etiquetas, la flexografía se encarga de todo, desde los periódicos hasta la electrónica impresa. Lo que comparten estas aplicaciones es la diversidad con la que tienen problemas otros métodos de impresión.
Comparando impresión Flexográfica con métodos alternativos
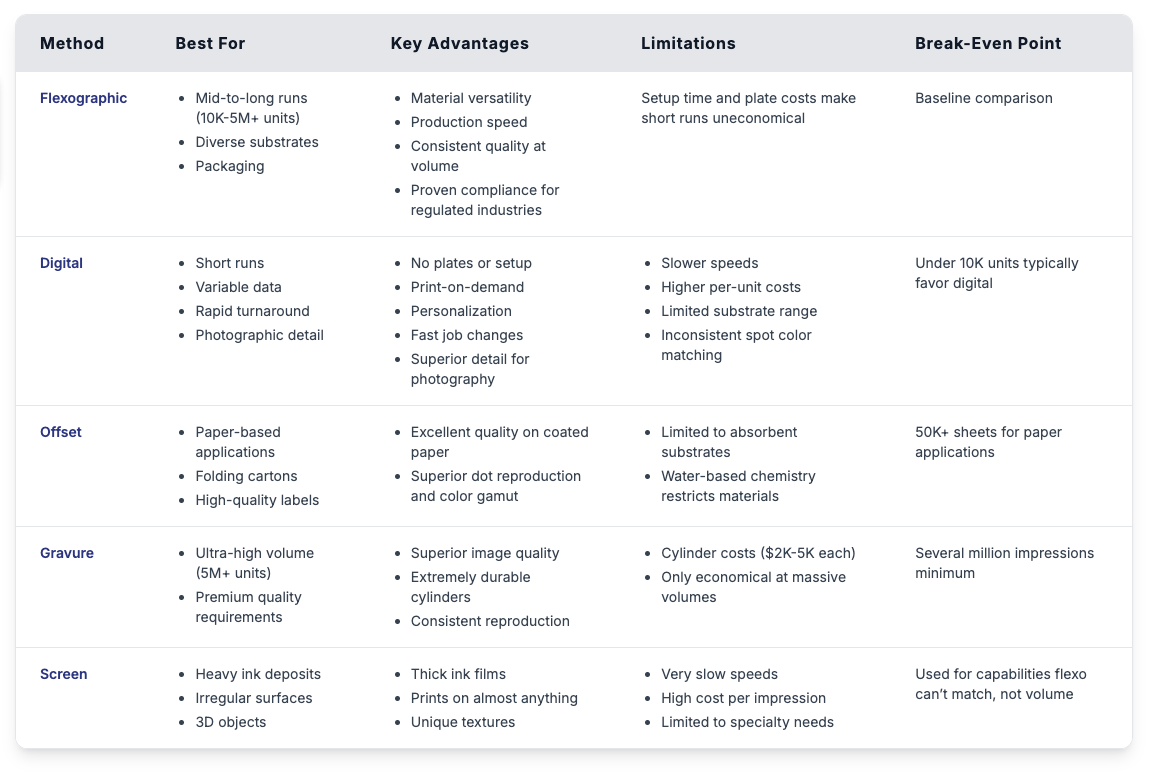
Choosing the right printing method means balancing costs against quality needs. Las placas flexográficas cuestan más que el enfoque de placa cero del digital, pero mucho menos que los cilindros de grava. La instalación tarda horas en comparación con los minutos digitales, pero una vez ejecutada, las presiones flexográficas imprimen más rápido de lo que los sistemas digitales pueden igualar. Las películas de tinta pequeñas reducen los costos de material en comparación con los depósitos más pesados de la digital, y costes energéticos por caída de piezas impresas a medida que aumentan las velocidades flexográficas mientras que las digitales mantienen el mismo uso por unidad de energía independientemente del volumen.
Las necesidades de calidad importan tanto como los costes a la hora de seleccionar un método. El desplazamiento y la grabación proporcionan resultados superiores para las publicaciones que requieren una reproducción fotográfica, mientras que las digitales funcionan bien para cortos donde el giro rápido importa. La flexografía ofrece una alta calidad de producción entre estos extremos, Cumplir las normas de embalaje a velocidades de producción, al tiempo que se adapta a la economía que funciona desde decenas de miles a millones de materiales impresos. Tipo de sustrato, nivel de calidad requerido, volumen de producción y línea de tiempo todos los factores en la decisión.
Consideraciones medioambientales y sostenibilidad
Los requerimientos ambientales determinan cada vez más con qué impresoras principales trabajarán las principales marcas, haciendo de la sostenibilidad una necesidad empresarial en lugar de simplemente cumplir con la normativa. Las auditorías de proveedores ahora incluyen prácticas ambientales junto con métricas de calidad. Las tintas validadas de baja migración se han convertido en estándar para el trabajo farmacéutico, mientras que los comerciantes no almacenarán productos sin materiales certificados sostenibles. Las impresoras que no pueden demostrar estas capacidades pierden acceso a grandes cuentas, sin importar lo competitivos que sean sus precios o su calidad.
Química tinta
- Las tintas a base de agua reemplazaron los disolventes para el embalaje de alimentos, reduciendo drásticamente las emisiones
- Las tintas UV no contienen solventes y curan inmediatamente bajo luz
- Los sistemas de curado LED consumen mucha menos energía que los UV convencionales
- Los ingredientes de base biológica sustituyen al petróleo en las formulaciones
- Las formulaciones especializadas impiden que la tinta migre a alimentos empaquetados
Energía y desperdicio
- Los sistemas de recuperación de calor capturan y reutilizan el calor de las operaciones de secado
- Un mejor control de color reduce la configuración de residuos
- Las capturas de inspección automatizadas no se realizan pronto, deteniendo la mala producción antes de que continúe
Materiales sostenibles
- Papel forestal sostenible certificado (FSC, SFI)
- Embalaje de un único polímero que se recicla más fácilmente que laminados de varias capas
- Aumento del contenido reciclado en sustratos
Los costes energéticos más bajos y los residuos reducidos a menudo devuelven las inversiones rápidamente, al tiempo que satisfacen las expectativas medioambientales que tienen ahora sus socios de imprenta.
Seleccionar el socio de impresión Flexográfica Derecha
Elegir una impresora afecta a cómo se ve tu embalaje, cuando llega y lo que pagas. Más allá de las capacidades técnicas, la relación necesita realmente funcionar cuando surgen problemas o las líneas de tiempo se aprietan.
Busque socios que pregunten acerca de su negocio y capte proactivamente problemas potenciales antes de enviar archivos. Las muestras de producción deben provenir de pistas reales, no de piezas perfectas creadas para presentaciones. La visita durante la producción muestra cómo las operaciones se ejecutan realmente frente a cómo se ven cuando se espera a los visitantes, y los clientes actuales pueden decirte cómo maneja la impresora los problemas y si la comunicación ocurre rápidamente cuando las cosas salen mal.
No compare los precios de las tarifas por unidad por sí solos desde los cargos extravagantes, las planchas, la configuración y el envío de todo factor a los costos totales. La fijación de precios por volumen o los acuerdos anuales podrían tener sentido para el trabajo en curso. El socio adecuado a menudo cuesta menos en general que el presupuesto más barato a través de una mejor calidad y menos problemas.
Lista de verificación de Evaluación de Impresión:
Capacidades técnicas
Pregúntele qué prensas corren y si manejan sus materiales y tamaños
Discuta tus volúmenes para asegurarte de que se ajusta a su capacidad sin ser demasiado pequeño o demasiado grande
Pregunta: "¿Qué pasa si la prensa principal se descompone durante mi trabajo?"
Pregúntele si hacen placas dentro de la casa y cuánto tiempo lleva de los archivos a las placas terminadas
Pídele que vea el trabajo relacionado con el color similar a lo que necesitas
Calidad & Conformidad
Pregunte qué certificaciones tienen y compruebe si cubren su industria
Para los productos regulados, pregunte cómo validar sus procesos
Pregúntalo: "¿Puedes guiarme a través de cómo comprobar la calidad?"
Pregunta: "¿Qué sucede cuando algo falla la inspección?"
Pídele ver ejemplos de sus registros de lotes o documentación de trazabilidad
Servicio & Comunicación
Pregúntele quién gestiona su cuenta día a día y cómo gestiona múltiples proyectos
· Pregunta: "¿Cómo se manejan los trabajos raros?" y "¿Qué pasa si necesito cambiar el horario?"
Pregúntele: "¿Cuánto tiempo suele tomar desde los archivos aprobados hasta la entrega?"
Pregunta: "¿Cómo me haces saber cuándo surgen los problemas?"
Verifique que sus formatos de archivo y requerimientos de color funcionen con la forma en que opera
Sostenibilidad
Pregunte qué certificaciones ambientales tienen
Pregúntele si pueden compartir datos de huella de carbono para sus trabajos
Pregúntele qué opciones de material y tinta sostenibles ofrecen
Pregunte por sus prácticas de reducción de residuos y energía
Evaluación de ejemplo
Pide muestras de la producción real, no piezas especiales hechas para parecer buenas
Visita cuando realmente están ejecutando trabajos
Mira cuán limpias y organizadas son las cosas, cómo el personal trabaja juntos, la condición del equipo
·Obtener muestras de varias ejecuciones diferentes para comprobar la consistencia
Referencias & Precios
Pide 2-3 clientes actuales con los que puedas hablar, preferiblemente en tu industria
Cuando se llaman referencias, preguntan: "¿Cómo manejan problemas?" y "¿Cómo se comunica?"
Consigue precios detallados que muestren: coste por unidad, planchas, configuración, tarifas de salida, envío
Pregunte sobre los precios por volumen o contratos anuales si tendrá trabajo en curso
Incluso con un socio de impresión fuerte, los errores se pueden deslizar en la prensa. El registro puede derivarse, los gráficos pueden abandonarse, y los códigos de barras a veces fallan al decodificar limpiamente. GlobalVision Verificar Inline monitoriza cada trabajo en tiempo real, comparando cada captura con el archivo aprobado, así que los defectos son capturados tempranamente, no abajo..
